

- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
- 類型
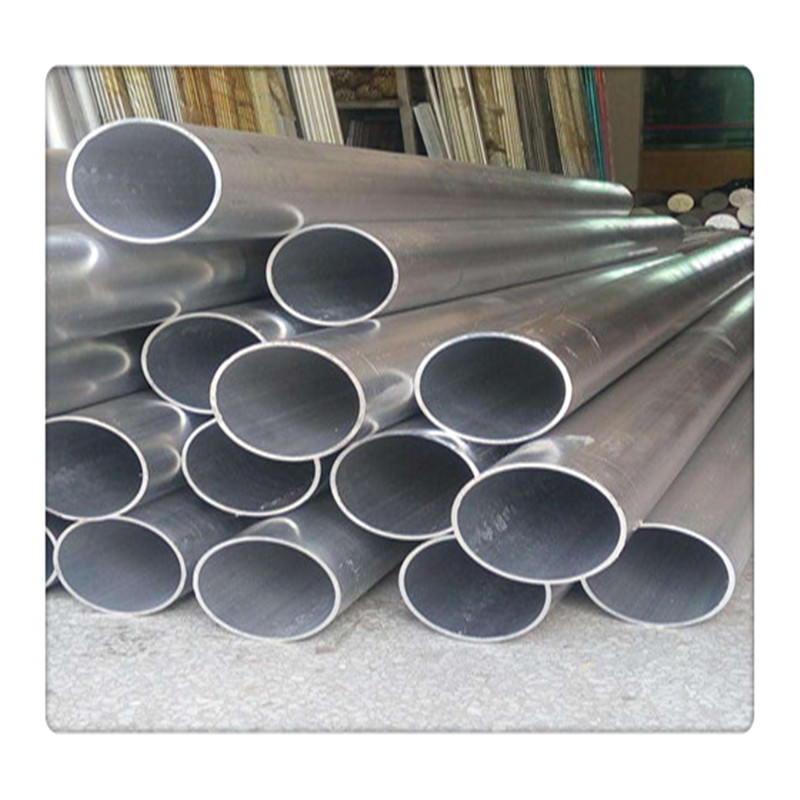
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是






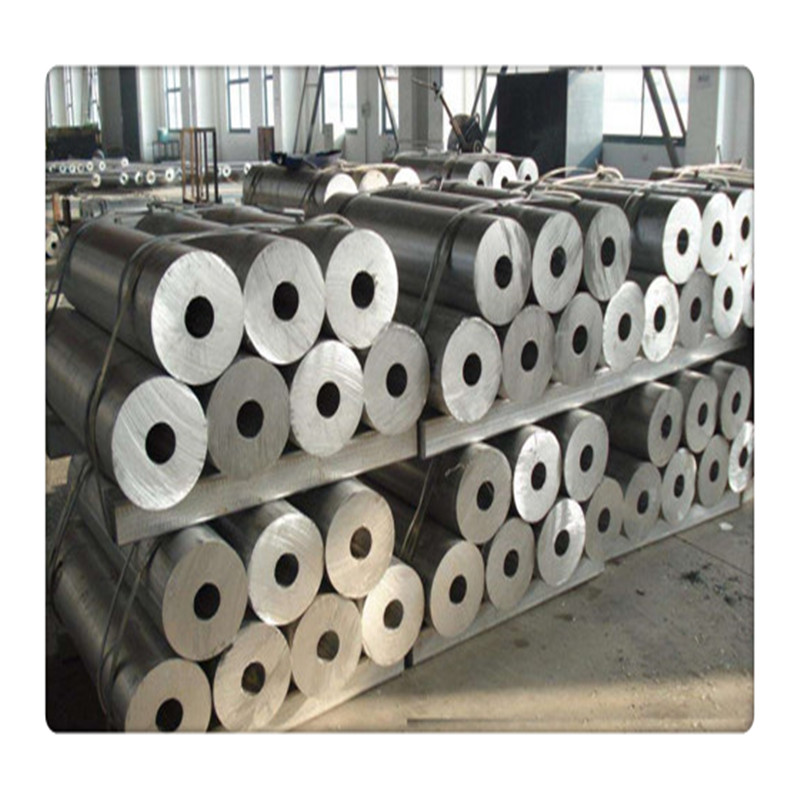
不銹鋼焊管軋輥機是目前應用普便的一種不銹鋼焊管加工機器,它以加工效率高,加工的不銹鋼焊管質量好著稱。軋輥的壽命主要取決于軋輥的內在性能和工作受力,內在性能包括強度和硬度等方面。要使軋輥具有足夠的強度,主要從軋輥材料方面來考慮;硬度通常是指軋輥工作表面的硬度,它決定軋輥的耐磨性,在一定程度上也決定軋輥的使用壽命,通過合理的材料選用和熱處理方式可以滿足軋輥的硬度要求。淬火工藝是不銹鋼焊管軋輥機加工工藝的集中體現。了解不銹鋼焊管軋輥機的加工工藝我們必須先了解一下淬火工藝,軋輥在粗車和半精車以后,精車以前要進行淬火和低溫回火,淬火是為了改變軋輥的組織形態,將退伙后的球狀珠光體變為回火馬氏體和少量殘留奧氏體,提高軋輥表面硬度和耐磨性;獲得足夠的強度和韌性;延長軋輥的使用壽命。淬火后軋輥可能有輕微變形,因此精加工應在退火后進行。淬火后由于急冷使組織內產生很大的內應力,容易產生裂紋,經回火可消除內應力,防止開裂;淬火組織中的淬火馬氏體和殘留奧氏。
按分:無縫鋁管和普通管。按精度分:普通鋁管和精密鋁管,其中精密鋁管一般需要在后進行再加工,如冷拉精抽,軋制。按厚度分:普通鋁管和薄壁鋁管。鋁管的性能優勢:焊接技術優勢:適合于工業化生產的薄壁銅鋁管焊接技術,被稱為級難題,是空調器連接管鋁代銅的關鍵技術。
使用壽命優勢:從鋁管來看,由于制冷劑不含水分,銅鋁連接管不會發生腐蝕現象。節能優勢:空調器室內機與室外機的連接管路,傳熱效率越低越節能,或者說,隔熱效果越好越省電。彎曲性能優良,易于安裝、移機。
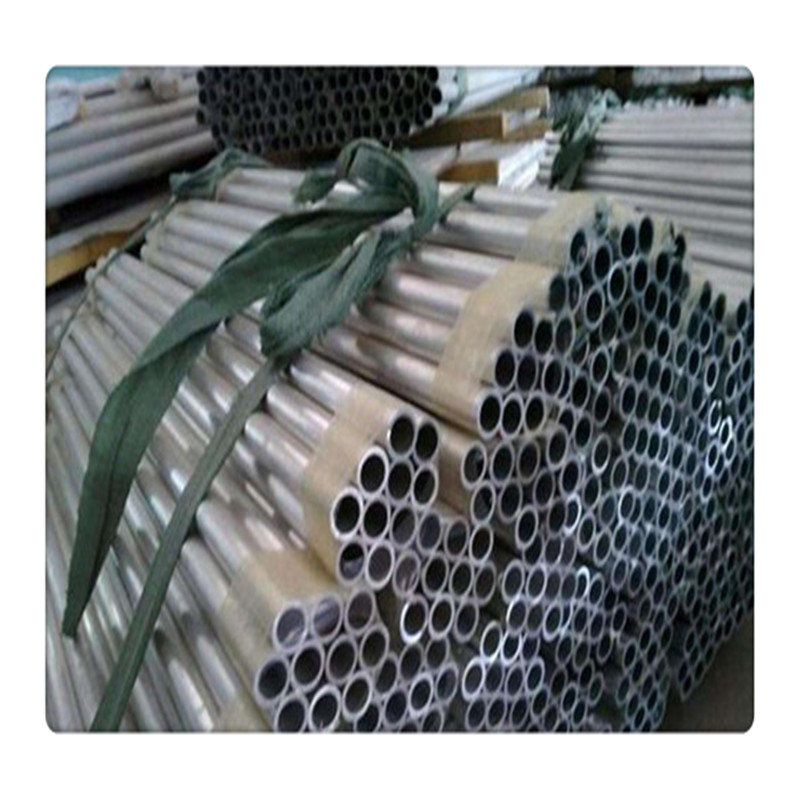
5052屬于Al-Mg系合金,使用范圍廣泛,特別是建筑業離不開此合金,是有前途的合金。耐蝕性好,焊接性優良,冷加工性,并具有中等強度。5052的主要合金元素為鎂,具有良好的成形加工性能、抗蝕性、焊接性,中等強度,用于制造飛機油箱、油管、以及交通車輛、船舶的鈑金件,儀表、街燈支架與鉚釘、五金制品、電-器外殼等。
AL-Mn系合金,是應用廣的一種防銹鋁,這種合金的強度高,特別是具有抗疲勞強度:塑性與耐腐蝕性高,不能熱處理強化,在半冷作硬化時塑性尚好,冷作硬化時塑性低,耐腐蝕好,焊接性良好,可切削性能不良,可拋光。用途主要用于要求高的可塑性和良好的焊接性,在或氣體介質中工作的低載荷零件,如油箱,汽油或油導管,各種容器和其他用深拉制作的小負荷零件:線材用來做鉚釘。

黃銅管扣件式鋼管作立柱支撐的設備:1、鋼管規范、間隔、扣件應符合計劃懇求。每根立柱底部應設置底座及墊板,墊板厚度不得小于50mm。2、鋼管支架立柱間隔、掃地桿、水平拉桿、剪刀撐的設置應符合本規范第6.1.9條的規矩。當立柱底部不在同一高度時,高處的縱向掃地桿應向低處延伸不少于兩跨,高低差不得大于1m,立柱距邊坡上方邊際不得小于0.5m。3、立柱接長制止搭接,有必要選用對接扣件聯接,相鄰兩立柱的對接接頭不得在同步內,且對接接頭沿豎向錯開的間隔不宜小于500mm,各接頭基地距主節點不宜大于步距的1/3。4、制止將上段的鋼管立柱與下段鋼管立柱錯開固定于水平拉桿上。5、當紫銅管支架立柱高度逾越5m時,應在立柱周圈外側和基地有結構柱的部位,按水平間隔6~9m,豎向間隔2~3m與建筑結構設置一個固結點。6、當僅為單排立柱時,應按本規范第6.2.3條的規矩實行。
別看紫銅管有著很強的性能,還可以適應不同環境,那么想繼續發揮它的作用,可選擇適當的保養,其實不管是任何產品都是一樣的,如果在使用過程中只看到它的性能,沒有節制的利用它的性能,那么會對它的使用壽命大打折扣。
關于銅管的保養工作重要就是將其表面的銹跡去除掉,如果沒有及時處理,不僅會影響該管道的正常使用,還會加速它的老化速度。很多消費者對它的除銹工作是使用溶劑或者乳劑進行的,其實用鋼絲刷對其進行打磨是 的一種方式。需要注意的是只要打磨有銹跡的部分就可以了。當然如果銅管在使用過程中出現堵塞的現象,及時的疏通也是非常重要的。一般情況下用鐵絲就可以進行疏通,堵塞情況比較嚴重的時候,就要用腐蝕性物質先將堵塞物腐蝕之后,再進行相應的清洗工作。總而言之,對于銅管進行適當的保養是非常重要的,廣大消費者讀完這篇文章之后就可以對自己家里面的銅管進行相應的保養,以達到更好的工作效果。

