
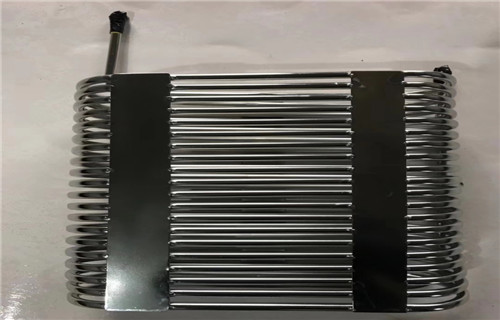


- 材質(zhì)
不銹鋼、不銹鐵
- 生產(chǎn)場(chǎng)地
深圳市寶安區(qū)
- 規(guī)格
奧氏體。馬氏體
- 類型
來(lái)料加工
- 顏色
鏡面
- 品牌
燈鼎
- 型號(hào)
DD-606
- 可定制
是
- 生產(chǎn)日期
2019-2022
- 價(jià)格
0.01元
- 生產(chǎn)時(shí)長(zhǎng)
3小時(shí)
- 是否生產(chǎn)型
是
加工")
加工")
加工")
電解拋光
不銹鋼電解拋光是將不銹鋼制品掛在陽(yáng)極上,在電解拋光液中進(jìn)行陽(yáng)極電解加工。電解拋光是一種特殊的陽(yáng)極過(guò)程,在整個(gè)陽(yáng)極電解拋光過(guò)程中,不銹鋼制品表面同時(shí)進(jìn)行著兩個(gè)相互矛盾的過(guò)程,即金屬表面氧化膜的不斷生成和溶解。但是不銹鋼制品表面凸起部位和凹洼部位化學(xué)成膜進(jìn)入鈍態(tài)的條件是不相同的,又由于陽(yáng)極溶解,陽(yáng)極區(qū)金屬鹽濃度不斷增加,在不銹鋼制品表面形成一種高電阻率的稠性粘膜層。稠性粘膜在制品表面微觀凹凸處厚度是不相同的,并使陽(yáng)極微觀表面電流呈不均勻分布。微觀凸起處電流密度大,溶解較快,使制品表面毛刺或微觀凸起處優(yōu)先溶解而達(dá)到整平;凹洼處電流密度較小,溶解也較慢。由于電流密度分布不同,制品表面以不同速率不斷成膜與溶解。陽(yáng)極表面同時(shí)進(jìn)行著兩個(gè)相反的過(guò)程,成膜與溶解,鈍化膜的不斷生成、溶解,使不銹鋼制品表面被整平,達(dá)到高度光滑和光澤的外觀,滿足了不銹鋼制品表面拋光精飾目的。
亮度等級(jí)
19.工件拋光后,為什么從槽中取出就出現(xiàn)褐色斑點(diǎn)?
原因分析:可能是電拋光不夠,或是時(shí)間較短。
解決方法:首先適當(dāng)延長(zhǎng)拋光時(shí)間,如果無(wú)作用,則可能是溫度或者電流密度不夠的問(wèn)題。
20.電解時(shí)為什么容易出現(xiàn)打火現(xiàn)象?
原因分析:導(dǎo)致這一現(xiàn)象有三點(diǎn)因素:一是掛具與工件接觸點(diǎn)不牢固,二是電解液密度太低,三是電流密度過(guò)高。
解決方法:多換幾種掛具與工件連接方法,盡量多增加掛具與工件的接觸點(diǎn)。如是電解液密度太低,可更換電解液,建議選用“長(zhǎng)程牌不銹鋼通用電解液”。
21.不銹鋼電解液操作溫度對(duì)電解拋光有什么影響?佳溫度是多少?
原因分析:一般電解液使用溫度為50—90℃之間,溫度較低,拋光速度較慢,光亮度下降。溫度過(guò)高,液體對(duì)工件腐蝕加快,容易引起工件過(guò)腐蝕,電解液有效成分容易分解。
22.不銹鋼工件表面凹凸不平,麻點(diǎn)呈凸?fàn)睿裁丛蛞鸬模?nbsp;
原因分析:表面銹蝕較多,電解液只是微觀腐蝕整平,較多的銹蝕電解液不能完全清除,如延長(zhǎng)拋光時(shí)間,大量鐵離子沉入電解液底部,降低電解液使用壽命。
解決方法:將工件表面的銹蝕清除干凈。推薦使用“長(zhǎng)程牌不銹鋼活化液”,“除銹水”,“氧化皮清除液”等產(chǎn)品進(jìn)行清洗除銹。
加工")
電拋光為金屬表面精加工的一種方法。它是以懸掛在電解槽中的金屬制品為陽(yáng)極,于特定條件下電解,通過(guò)陽(yáng)極金屬的溶解,以消除制品表面的細(xì)微不平,使之具有鏡面般光澤外觀的過(guò)程。常用這種方法提高鋁及其合金、碳鋼、不銹鋼以及其他有色金屬表面的光潔度,來(lái)滿足某些部件工作條件中的需要(例如需要降低表面的摩擦系數(shù)、要求精密的公差配合等)和改善金屬制品的裝飾性外觀。
電拋光還可以除去金屬表面上的某些機(jī)械損傷。與機(jī)械拋光相比,電拋光加工后的表面無(wú)應(yīng)力產(chǎn)生。但是,過(guò)于粗糙的表面,不宜于直接進(jìn)行電拋光。
電解時(shí),一般說(shuō)來(lái),電解中的金屬陽(yáng)極溶解往往使金屬表面變得更加粗糙。盡管有時(shí)表面能變得比較平整,但也難以使其表面達(dá)到光澤。因此,電拋光需要在一定成分的電解液中和特定的工藝條件(電流密度、溫度、拋光時(shí)間、對(duì)電解液的攪拌條件等)下進(jìn)行。而且對(duì)不同金屬材料的電拋光,所要求的電解液成分與工藝條件也明顯不同。
加工")
1、把整流器安放好,并保持其穩(wěn)定,為保證整流器通風(fēng)良好,其前后左右0.5m以內(nèi)不要有任何物體。另外,避免電源在充滿粉塵和腐蝕性氣體的環(huán)境中工作,并遠(yuǎn)離產(chǎn)熱源,和潮濕地帶,相對(duì)濕度5%~70%,環(huán)境溫度-25℃~40℃,以延長(zhǎng)機(jī)器壽命。
2、檢查一下機(jī)器外殼有無(wú)松動(dòng),端口有無(wú)在運(yùn)輸過(guò)程中損壞,確認(rèn)三相空氣開關(guān)處于斷開位置。
3、找出電源輸入線,分別接好引線,將遠(yuǎn)控線對(duì)好插座的凹凸部位插牢并旋緊。
4、機(jī)箱后面外殼左下角有“ ”標(biāo)識(shí),請(qǐng)接入大地,預(yù)防靜電。
5、將功率調(diào)節(jié)旋鈕⑤逆時(shí)針旋轉(zhuǎn)到底(小狀態(tài))。
6、閉合空氣開關(guān),此時(shí)風(fēng)扇開始轉(zhuǎn)動(dòng),電源指示燈①亮。故障燈④會(huì)閃爍數(shù)次隨即熄滅。
7、將“工作/待機(jī)”開關(guān)②撥至“待機(jī)”檔,然后撥至“工作”檔。
8、順時(shí)針旋轉(zhuǎn)調(diào)節(jié)旋鈕⑤,當(dāng)“穩(wěn)壓/穩(wěn)流”開關(guān)置于“穩(wěn)壓”檔時(shí),電壓表讀數(shù)隨即增加至所需值,電流表根據(jù)負(fù)載大小做出相應(yīng)指示;當(dāng)“穩(wěn)壓/穩(wěn)流”開關(guān)置于“穩(wěn)流”檔時(shí),有負(fù)載情況下,電流表讀數(shù)隨著增加至所需值,電壓表根據(jù)負(fù)載大小做出相應(yīng)指示,無(wú)負(fù)載時(shí),順時(shí)針旋轉(zhuǎn)調(diào)節(jié)旋鈕,電壓指示高值,電流表指示為零。
9、關(guān)閉電源時(shí)應(yīng)先將調(diào)節(jié)旋鈕逆時(shí)針旋到底,將“工作/待機(jī)”開關(guān)撥至“待機(jī)”檔,斷開空氣開關(guān)。
10、機(jī)器正常工作時(shí),外殼由于機(jī)內(nèi)高頻磁場(chǎng)的影響會(huì)產(chǎn)生渦流使外殼發(fā)熱,并且有靜電,屬正常現(xiàn)象。
11、水冷開關(guān)電源,在進(jìn)水口中接水源管,出水口接好出水管,檢查進(jìn)水是否順暢,機(jī)器出廠時(shí)已調(diào)好水壓開關(guān),工作時(shí),不能低于所調(diào)水壓。
經(jīng)以上運(yùn)行,若無(wú)異常現(xiàn)象,說(shuō)明電源是完好的,連接負(fù)載就可以正常工作了。
加工")
