


- 材質
304 316 316L 321 304H 06CR13等材質
- 產地
齊全
- 規格
齊全
- 類型
開平板 卷
- 可定制
是
- 是否現貨
現貨




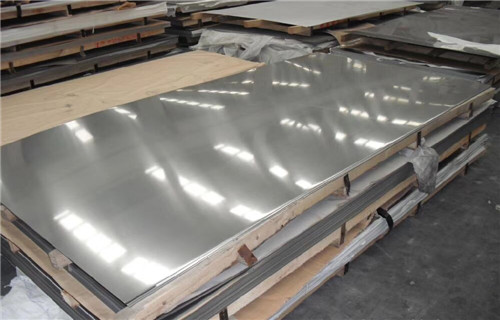
常見的鏡面不銹鋼由于客戶要求的精細程度的不同,還被引申出了6K,10K,12K等,而且被“定義”為數字越大,其鏡面的精細度也就越高。6K是指粗研磨拋光的鏡面板,其效比鏡子差一點;10K是指精研磨拋光鏡面板,可以與普通鏡子相媲美;而12K是指超精細度研磨拋光鏡面板,可滿足光學用途。
但是無論是哪種程度,哪個鋼種的鏡面板,至今為止還沒有一個統一的標準,只是亮度越高,反射率越大,表面缺陷(白點,針眼,橘皮紋,水波紋等)越少,就越能被客戶認可。其實,這完全是市場針對人們對需求有一種更高要求的期望而提出的滿足人們愿望的一種策略,并沒有太大的實際意義。同樣高亮度都可被統稱為8K。
316L不銹鋼板具有很高的加工硬化系數,對這類加工硬化系數很高的材料,冷變形是進步其強度的重要手段,通過加工硬化,可以用較低的本錢拓展316L的用途。太鋼資源2.0mm 316L/2B不銹鋼卷板價格23700元/t,穩,5.0mm 316L/NO.1不銹鋼卷板價格22400元/t,穩;聯眾資源2.0*1500*C 316L/2B不銹鋼卷板價格23300元/t,穩,5.0mm 316L/NO.1不銹鋼卷板價格21500元/t,穩;寶鋼5.0mm 316L/NO.1不銹鋼卷板價格22400元/t,穩,等,較上一個交易日佛山不銹鋼市場316L不銹鋼價格不變。 316L奧氏體不銹鋼板具有優良的耐侵蝕機能、抗氧化機能和成型機能,是目前廣泛應用的工程材料。

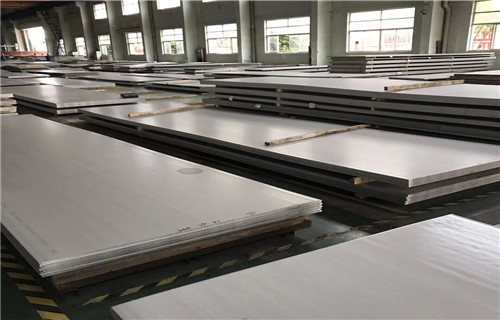
不銹鋼花紋板是通過機械設備在不銹鋼板上進行壓紋加工,使板面出現凹凸圖紋。在六十年代初由歐洲的大型軋鋼廠開始小批量生產,隨后由于不銹鋼花紋板出色的耐腐蝕性和防滑性得到了眾多行業的采用從而開始普及。早的不銹鋼花紋板的花紋樣式為橫豎條紋交錯式,國內山西太鋼和上海寶鋼集團都在生產,在隨后的20-30年中研究人員經過不斷的實驗和改進把擁有更好的防滑性的花紋設計出來現在也大規模的生產推廣和應用了。近幾年不銹鋼花紋板的用途也在不斷的創新、突破、改變,適用的行業和產品型號也在不斷的增加,產品更新換代的速度也更加的頻繁。
不銹鋼花紋板分兩大類:
一類是鋼廠在生產不銹鋼時通過軋機軋制而成的,這類產品主要厚度在3-6mm左右,是熱軋后退火酸洗裝狀態,其工藝過程如下:
不銹鋼坯→熱連軋機軋制黑卷→熱退火和酸洗線→平整機、拉矯機、拋光線→橫切線→熱軋不銹鋼花紋板
這類花紋板一面是平的,另一面是花紋。此類花紋板較常用于化工、鐵路車輛、平臺等要求強度的場合。此類產品以進口為主,一般來自于日本和比利時,國內太鋼和寶鋼生產的屬于這一類型。
第二類是市場上的加工企業,購買鋼廠的熱軋或冷軋不銹鋼[1] 板,通過機械沖壓而成的花紋板,這類產品一面凹一面凸,常用于一般民用裝飾的場合。此類產品冷軋較多,市場上的2B/BA冷軋不銹鋼花紋板大部分是此類型。
許多種表面加工一直是采用編號或其它分類方法表示、它們都被編入了有關的標準中,比如:英國標準BS1449和美國鋼鐵協會不銹鋼生產者委員會標準。軋制表面加工板材和帶材有三種基本的軋制表面加工,它們是通過板材和帶材的生產工藝表示的。經過熱軋、退火、酸洗和除鱗。處理后的不銹鋼板表面是一種黯淡表面,有點粗糙。比N0.1不銹鋼板表面加工好,也是黯淡表面。經過冷軋、退火、除鱗, 用毛面輥輕軋。這是建筑應用中常用的,除在退火和除鱗后用拋光輥進行 一道輕度冷軋外,其它不銹鋼板工藝與2D相同,表面略有些發光,可以進行拋光處理。光亮退火:這是一種反射性表面,經過拋光輥軋制并在可控氣氛中進行終退火。光亮退火仍保持其反射表面,而且不產生氧化皮。由于光亮退火過程中不發生氧化反應,所以,不需要再進行酸洗和鈍化處理。.拋光表面加工由3A和3B表示。表面經過均勻地研磨,磨料粒度為80~100。毛面拋光,表面有均勻的直紋,通常是用粒度為180~200的砂帶在2A或2B不銹鋼板上一次拋磨而成。
S31803雙相不銹鋼是一種耐腐蝕原緩冷坑連鑄板坯的處理能力較弱,缺乏保溫設備,難以有效控制溫度,加上修磨能力的限制,常常發生后面爐次的板坯溫度達不到修磨溫度要求的現象,制約了連鑄產能的提高和鋼種的開發。
為了解決這些問題,不銹鋼分公司把增設連鑄板坯緩冷坑保溫裝置作為一大項目推進。項目由工程技術公司擔任設計。改造后的緩冷坑,采S31803雙相不銹鋼是一種耐腐蝕、耐高溫的高端材料,應用領域非常廣泛。特殊鋼分公司的初軋試驗是將2影響高硫不銹鋼連鑄的主要質量問題是夾渣、氣泡問題。攻關組針對這些問題,調整了冶煉工藝,制定了相關的攻關措施,保證項目的順利進行。通過技術人員的努力,截止到6月末,采用連鑄工藝總計生產36爐高硫不銹鋼,軋制過程除前期出現因工藝及現場綜合原因軋廢1爐外,其余均比較順暢。
目前,在生產過程順暢的條件下,高硫不銹鋼連澆爐數能達到3爐以上,連鑄成材率較模鑄大幅度提高,軋制工藝基本成熟,初步具備了大生產條件.3噸錠坯,開坯為160至180方的規格。此鋼種鉻含量較高、易開裂,生產難度較大。為確保試軋成功,特殊鋼分公司科研人員主動跟班到現場,組織各工序的生產準備工作,并安排了加熱和軋制經驗豐富的員工上崗作業。目前試軋的S31803鋼160方料型平整、各項指標均達到工藝標準。
