



- 材質(zhì)
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
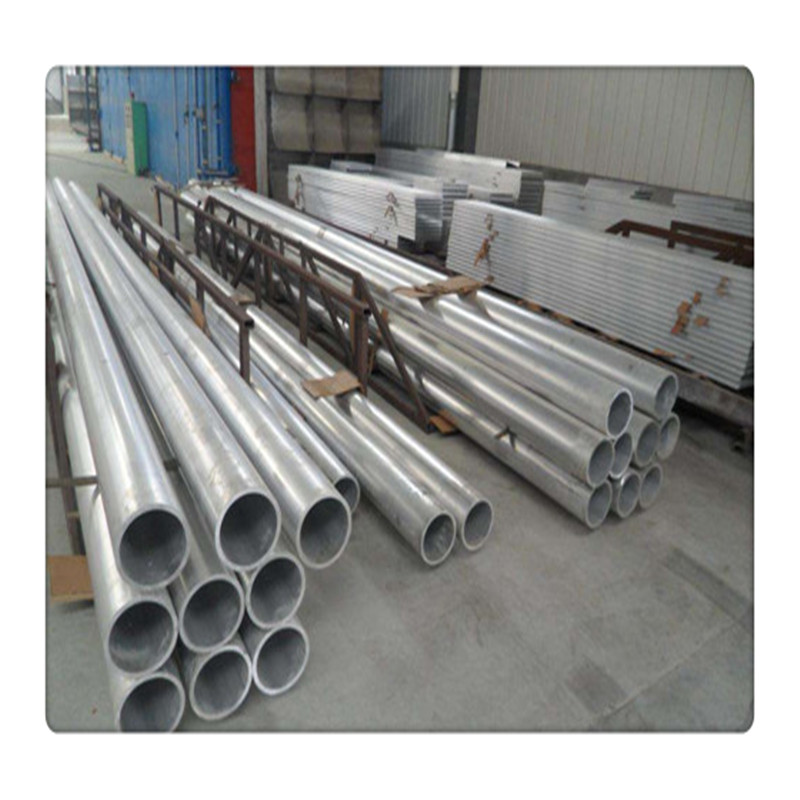
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是
品現(xiàn)貨廠家直銷 定制加工")
品現(xiàn)貨廠家直銷 定制加工")
品現(xiàn)貨廠家直銷 定制加工")
品現(xiàn)貨廠家直銷 定制加工")
2507 的復(fù)式結(jié)構(gòu)使其具有較強的抗應(yīng)力腐蝕開裂的能力。由于其較高的合金含量,SAF 2507的抗腐蝕能力及強度均優(yōu)于2205,裂縫在建筑等方面幾乎是不可避免的,這使得不銹鋼在氯化物的環(huán)境里更易受到腐蝕.SAF 2507 具有很強的抗裂縫腐蝕的能力.SAF 2507在含有2000ppm氯離子的硫酸中的等腐蝕曲線0.1 mm/year;在鹽酸中的等腐蝕曲線0.1 mm/year。機械特性: SAF 2507具有很高的耐壓強度、沖擊強度及較低的熱膨脹系數(shù)和較高的導(dǎo)熱性.這些特性適用于很多結(jié)構(gòu)零件及機械部件.SAF 2507沖擊強度很高,不宜長期置于高于570°F的溫度環(huán)境下,這樣可能會減弱其韌性.抗拉強度:σb≥730Mpa;延伸率:δ≥20%,配套焊材:ER2594焊絲,E2594焊條。應(yīng)用領(lǐng)域:紙漿和造紙工業(yè),海水淡化,煙氣凈化,熱交換器,化學(xué)品液貨船管道系統(tǒng),海水系統(tǒng)等。
不銹鋼方管應(yīng)該有的保存環(huán)境:保管鋼管的場地或倉庫,應(yīng)選擇在清潔干凈、排水通暢的地方,遠離產(chǎn)生有害氣體或粉塵的廠礦。在場地上要清除雜草及一切雜物,保持鋼管干凈;在倉庫里不得與酸、堿、鹽、水泥等對鋼管有侵蝕性的材料堆放在一起。不同品種的鋼管應(yīng)分別堆放,防止混淆,防止接觸腐蝕;大型型鋼、鋼軌、辱鋼板、大口徑鋼管、鍛件等可以露天堆放;中小型型鋼、盤條、鋼筋、中口徑鋼管、鋼絲及鋼絲繩等,可在通風(fēng)良好的料棚內(nèi)存放,但必須上苫下墊;一些小型鋼管、薄鋼板、鋼帶、硅鋼片、小口徑或薄壁鋼管、各種冷軋、冷拔鋼管以及價格高、易腐蝕的金屬制品,可存放入庫;庫房應(yīng)根據(jù)地理條件選定,一般采用普通封閉式庫房,即有房頂有圍墻、門窗嚴(yán)密,設(shè)有通風(fēng)裝置的庫房;庫房要求晴天注意通風(fēng),雨天注意關(guān)閉防潮,經(jīng)常保持適宜的儲存環(huán)境。
不銹鋼方管的成型方法:實彎,顧名思義是壓實了彎折,實彎時內(nèi)外輥與管坯內(nèi)外壁雙向壓實。實彎的優(yōu)點是反彈小,成型準(zhǔn)確,而且只要輥型準(zhǔn)確,內(nèi)角成型的R比較準(zhǔn)確。實彎的缺點是有拉伸/減薄效應(yīng)。,實彎會使彎折處產(chǎn)生拉伸,拉伸效應(yīng)使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。
不銹鋼方管的成型方法:空彎,空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產(chǎn)生壓縮,壓縮效應(yīng)使彎折線縱向伸長,彎折處金屬出現(xiàn)堆積變厚,這就是空彎的壓縮/增厚效應(yīng)。空彎的優(yōu)點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側(cè)邊同步彎折和精整。空彎還可以彎折R<0.2t的內(nèi)角而不致管壁發(fā)生斷裂。空彎的缺點是在上邊/側(cè)邊同步空彎時,由于上輥和下輥同時產(chǎn)生壓力,成型力容易超越臨界點,造成邊部失穩(wěn)內(nèi)凹,并且也會影響到機組穩(wěn)定運行和成型質(zhì)量。這也是方矩管和圓管空彎成型時不同的特點。品現(xiàn)貨廠家直銷 定制加工")
S31803雙相不銹鋼是一種耐腐蝕原緩冷坑連鑄板坯的處理能力較弱,缺乏保溫設(shè)備,難以有效控制溫度,加上修磨能力的限制,常常發(fā)生后面爐次的板坯溫度達不到修磨溫度要求的現(xiàn)象,制約了連鑄產(chǎn)能的提高和鋼種的開發(fā)。
為了解決這些問題,不銹鋼分公司把增設(shè)連鑄板坯緩冷坑保溫裝置作為一大項目推進。項目由工程技術(shù)公司擔(dān)任設(shè)計。改造后的緩冷坑,采S31803雙相不銹鋼是一種耐腐蝕、耐高溫的高端材料,應(yīng)用領(lǐng)域非常廣泛。特殊鋼分公司的初軋試驗是將2影響高硫不銹鋼連鑄的主要質(zhì)量問題是夾渣、氣泡問題。攻關(guān)組針對這些問題,調(diào)整了冶煉工藝,制定了相關(guān)的攻關(guān)措施,保證項目的順利進行。通過技術(shù)人員的努力,截止到6月末,采用連鑄工藝總計生產(chǎn)36爐高硫不銹鋼,軋制過程除前期出現(xiàn)因工藝及現(xiàn)場綜合原因軋廢1爐外,其余均比較順暢。
目前,在生產(chǎn)過程順暢的條件下,高硫不銹鋼連澆爐數(shù)能達到3爐以上,連鑄成材率較模鑄大幅度提高,軋制工藝基本成熟,初步具備了大生產(chǎn)條件.3噸錠坯,開坯為160至180方的規(guī)格。此鋼種鉻含量較高、易開裂,生產(chǎn)難度較大。為確保試軋成功,特殊鋼分公司科研人員主動跟班到現(xiàn)場,組織各工序的生產(chǎn)準(zhǔn)備工作,并安排了加熱和軋制經(jīng)驗豐富的員工上崗作業(yè)。目前試軋的S31803鋼160方料型平整、各項指標(biāo)均達到工藝標(biāo)準(zhǔn)。
品現(xiàn)貨廠家直銷 定制加工")
