

- 材質(zhì)
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
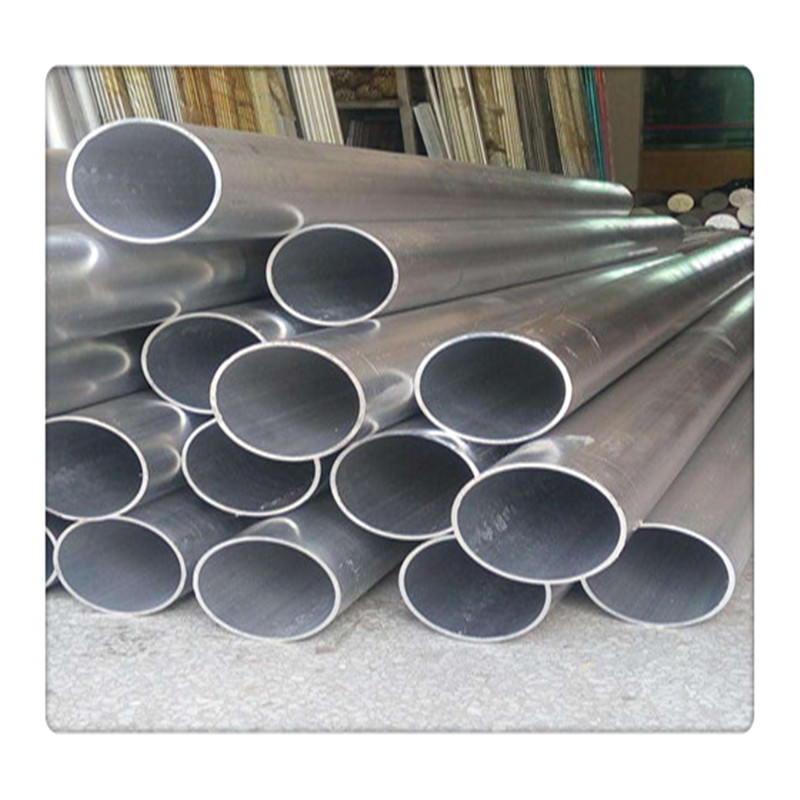
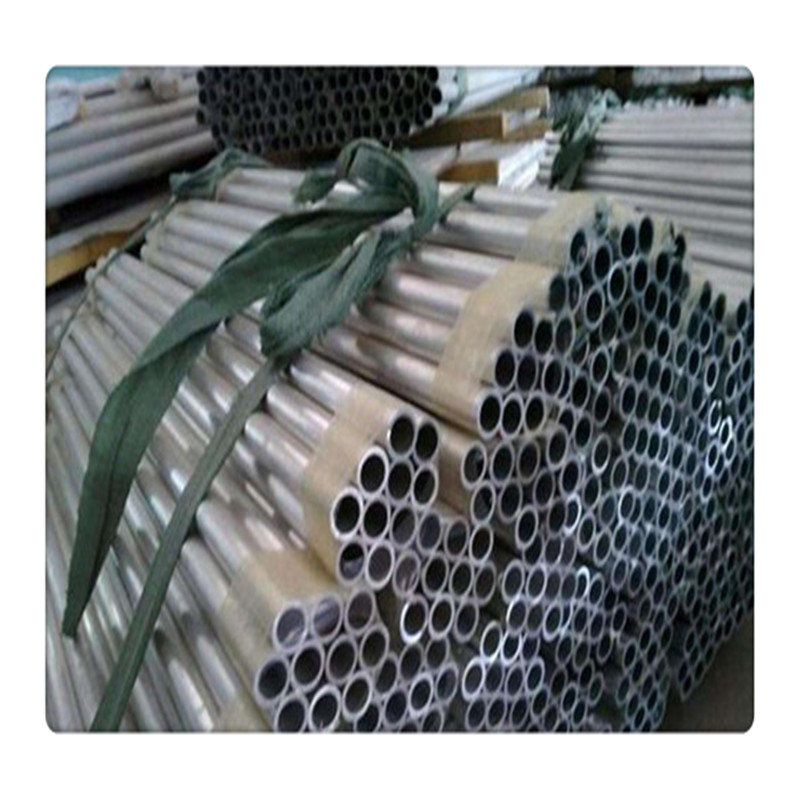
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是
全國")
全國")
全國")
全國")
多色調(diào)的表面處理以前的顏色的鋁板已經(jīng)是不能一些設(shè)計(jì)師的需求了,為了使鋁板更好配合使用,就出現(xiàn)了各種顏色的處理,使鋁板的顏色變的更加的完善,重要的一點(diǎn)就是都是需要經(jīng)過拋光氧化之后的處理,效果才是佳的。
保溫鋁卷冷卻時(shí)會(huì)出現(xiàn)彎曲現(xiàn)象,原因?yàn)椋阂话泔L(fēng)冷的條件下,鋁卷的各個(gè)部位與空氣的換熱系數(shù)均持平,但因?yàn)楸诤窕蛐螤畈灰粯樱鞑课坏纳崴俣炔痪猓斐珊癖诓炕蚩招墓艿纳崴俣缺缺”诓柯K造成保溫鋁卷冷卻時(shí)會(huì)出現(xiàn)向空心部位或壁厚較厚的部位曲折的現(xiàn)象。
保溫鋁卷彎曲原因及如下:保溫鋁卷薄壁部分溫度下降快,先產(chǎn)生收縮力,厚壁部分或空心管部分溫度下降慢,幾乎沒有收縮力;薄壁部分截面積較小,產(chǎn)生的收縮力較小,或被牽引機(jī)牽引力;保溫鋁卷離開牽。
現(xiàn)在很多的地方都會(huì)用到鋁卷,一些不太正規(guī)的保溫鋁卷廠家在運(yùn)送產(chǎn)品的時(shí)候,可能會(huì)因?yàn)樘鞖狻⒔煌ǖ韧庠谠蜾X卷上有些污漬,用戶在使用保溫鋁卷的時(shí)候應(yīng)該如何清理這些污漬呢相關(guān)操作人員先用大量清水進(jìn)行板材的表面沖洗,將表層的污垢、灰塵等清洗干凈。
全國")
不銹鋼焊管內(nèi)防腐層施工:水泥砂漿內(nèi)防腐層可選用機(jī)械噴涂、人工抹壓、拖筒或離心預(yù)制法施工。假如有必要用預(yù)制法做內(nèi)防腐層時(shí),在運(yùn)送、安裝、回填土過程中應(yīng)對(duì)防腐層采納保護(hù)措施。施工時(shí),首要拌制水泥砂漿,水泥與砂的質(zhì)量合作比為1:(1—2),水泥砂漿的坍落度為60-80 mm,水泥砂漿的抗壓強(qiáng)度不該低于30 MPa。機(jī)械噴涂法施工的水泥砂漿內(nèi)防腐層外表潤滑、細(xì)密,厚度均勻,效果較好。國外20世紀(jì)30年代開端選用機(jī)械噴涂施工,中國自60年代始先后在上海、青島、大連等城市運(yùn)用。當(dāng)選用機(jī)械噴涂法施工時(shí),對(duì)彎頭、三通、特別管件和閘閥臨近管段等均可選用手藝涂改,并以潤滑的突變段與機(jī)械噴涂面料相接。別的,拖筒或離心預(yù)制法也被廣泛選用,這兒不再詳細(xì)敘說。不管采納何種辦法施工,維護(hù)工序都是保證水泥砂漿內(nèi)防腐層不發(fā)生裂縫和空鼓的關(guān)鍵環(huán)節(jié)。因而,水泥砂漿內(nèi)防腐層成形后,有必要立行將管道封堵,不得構(gòu)成空氣對(duì)流;終凝后進(jìn)行濕潤維護(hù),一般硅酸鹽水泥維護(hù)時(shí)刻不該少于7d,礦渣硅酸鹽水泥不該少于14 d;通水前應(yīng)持續(xù)封堵,堅(jiān)持濕潤。全國")
黃銅管防腐相關(guān)內(nèi)容介紹完了,咱們來了解下鹽酸迅速清潔紫銅管氧化變色的辦法:用鹽酸來浸泡或許清潔紫銅管,由于銅和鹽酸是不會(huì)發(fā)作化學(xué)反響的,不過它的氧化物,咱們也叫做氧化銅和鹽酸放到一起會(huì)發(fā)作化學(xué)反響。用鹽酸浸泡了今后,然后在對(duì)它進(jìn)行清潔,這么以來外面的氧化物就去除了。金屬管道的腐蝕要素:銅管腐蝕的分類:按管道被腐蝕部位,可分為內(nèi)壁腐蝕和外壁腐蝕;按管道腐蝕形狀,可分為全部腐蝕和局部腐蝕;按管道腐蝕機(jī)理,可分為化學(xué)腐蝕和電化學(xué)腐蝕等。銅管防腐工藝流程:基面處理→分配涂料→刷中心漆→刷或噴涂施工→維護(hù)紫銅管運(yùn)用溫馨提示:紫銅管與黃銅管大多數(shù)用的制作換熱設(shè)備上;也常用在深冷設(shè)備和化工管道上,外表的測壓管線或傳送有壓液體管線方面也常采用。當(dāng)溫度大于250℃時(shí),不宜在壓力下運(yùn)用。
全國")
許多種表面加工一直是采用編號(hào)或其它分類方法表示、它們都被編入了有關(guān)的標(biāo)準(zhǔn)中,比如:英國標(biāo)準(zhǔn)BS1449和美國鋼鐵協(xié)會(huì)不銹鋼生產(chǎn)者委員會(huì)標(biāo)準(zhǔn)。軋制表面加工板材和帶材有三種基本的軋制表面加工,它們是通過板材和帶材的生產(chǎn)工藝表示的。經(jīng)過熱軋、退火、酸洗和除鱗。處理后的不銹鋼板表面是一種黯淡表面,有點(diǎn)粗糙。比N0.1不銹鋼板表面加工好,也是黯淡表面。經(jīng)過冷軋、退火、除鱗, 用毛面輥輕軋。這是建筑應(yīng)用中常用的,除在退火和除鱗后用拋光輥進(jìn)行 一道輕度冷軋外,其它不銹鋼板工藝與2D相同,表面略有些發(fā)光,可以進(jìn)行拋光處理。光亮退火:這是一種反射性表面,經(jīng)過拋光輥軋制并在可控氣氛中進(jìn)行終退火。光亮退火仍保持其反射表面,而且不產(chǎn)生氧化皮。由于光亮退火過程中不發(fā)生氧化反應(yīng),所以,不需要再進(jìn)行酸洗和鈍化處理。.拋光表面加工由3A和3B表示。表面經(jīng)過均勻地研磨,磨料粒度為80~100。毛面拋光,表面有均勻的直紋,通常是用粒度為180~200的砂帶在2A或2B不銹鋼板上一次拋磨而成。
全國")
