


- 材質(zhì)
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無(wú)縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
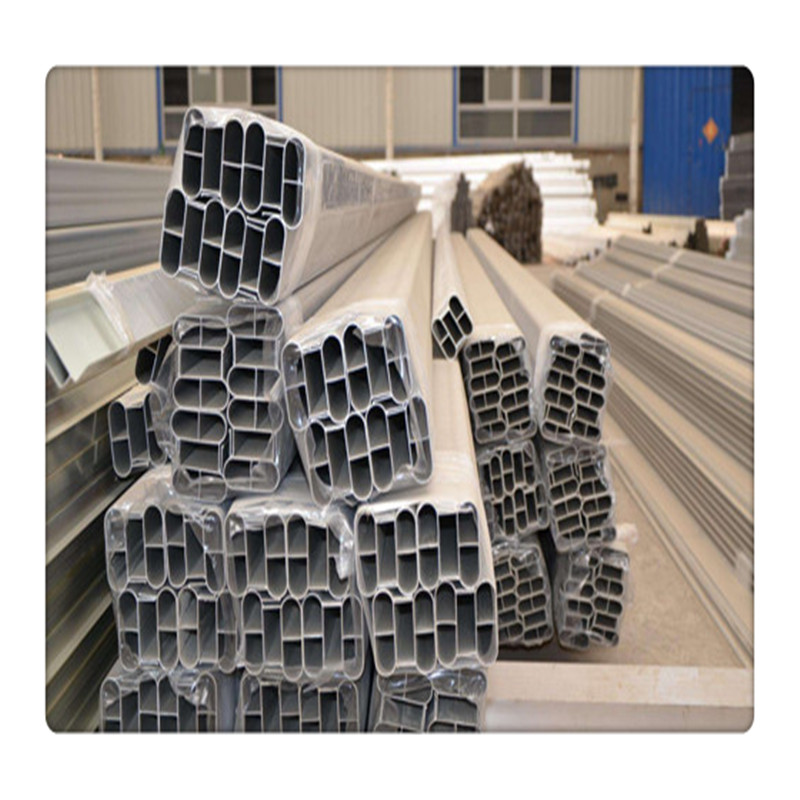
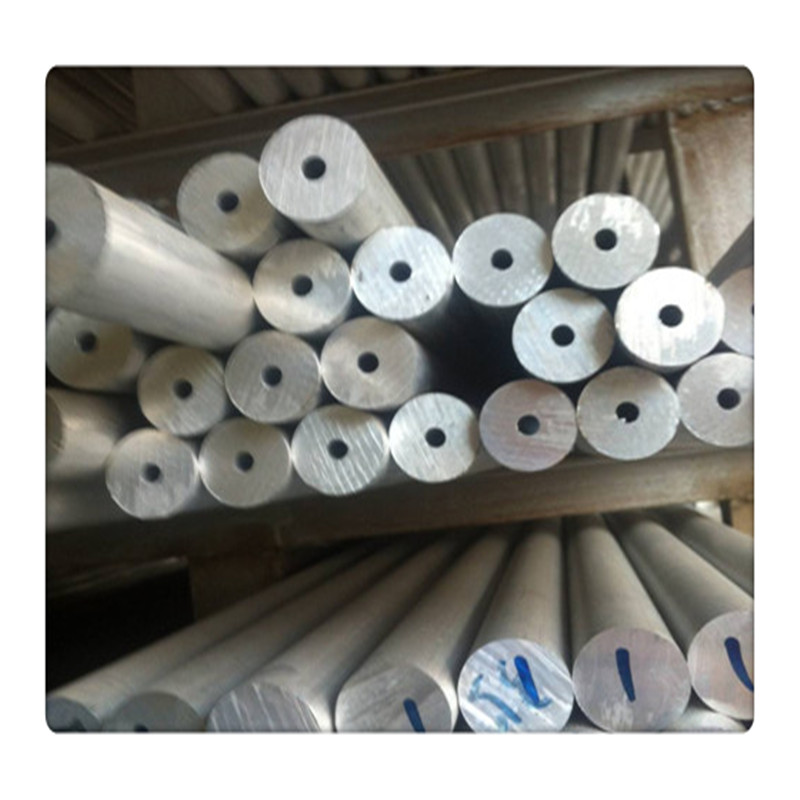
圓管,方管,無(wú)縫圓管,矩管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是
縫鋁管質(zhì)優(yōu)價(jià)廉 誠(chéng)信專業(yè)供應(yīng)商")
縫鋁管質(zhì)優(yōu)價(jià)廉 誠(chéng)信專業(yè)供應(yīng)商")
人為因素操的責(zé)任性,對(duì)技術(shù)熟練程度和操作的規(guī)范性,是高涂裝效果的關(guān)鍵。因此,要加強(qiáng)對(duì)操的培訓(xùn)和讓操涂裝技術(shù)的原理和要點(diǎn),加強(qiáng)責(zé)任性,嚴(yán)格按操作規(guī)程進(jìn)行操作,以保證高的涂裝產(chǎn)品。
在鋁板帶生產(chǎn)中,因?yàn)樵O(shè)備或者人員操作失誤等原因容易出現(xiàn)問(wèn)題,這里鋁業(yè)就常見(jiàn)問(wèn)題總結(jié)如下,希望生產(chǎn)部門能夠該問(wèn)題。油污是問(wèn)題中作為常見(jiàn)的:油污是指軋制后鋁梢表面帶油過(guò)多.且?guī)狭顺堉朴湍ひ酝獾亩嘤嗟挠停诜智猩a(chǎn)及成品檢查中可見(jiàn)的表面帶油。
這些油主要是由輥頸處或軋機(jī)出口上、下方甩、濺、滴在箱面上以及軋機(jī)清輥器出現(xiàn)異常、軋機(jī)測(cè)厚頭滴油等造成,且往往較臟成分復(fù)雜。這種油污將給鋁卷表面帶來(lái)危害較大:一是由于鋁卷成品多數(shù)作為裝飾或包裝材料,必須有一個(gè)潔凈的表面;二是其厚度薄,在后續(xù)的退火時(shí)易形成泡狀,而且由于油量較多在該處形成過(guò)多的殘留物而影響使用。
油污缺陷多少是評(píng)價(jià)鋁箔的一項(xiàng)很重要指標(biāo)。解決:在生產(chǎn)以前嚴(yán)格檢查生產(chǎn)設(shè)備,如果一旦發(fā)現(xiàn)設(shè)備中油污過(guò)多要及時(shí)清洗并且查找原因,同時(shí)對(duì)生產(chǎn)產(chǎn)品進(jìn)行板面清洗加工,如果清洗不掉的產(chǎn)品做報(bào)廢處理,有油污的產(chǎn)品禁止入庫(kù)及流入市場(chǎng)。
縫鋁管質(zhì)優(yōu)價(jià)廉 誠(chéng)信專業(yè)供應(yīng)商")
在鉻的添加量達(dá)到10.5%時(shí),鋼的耐大氣腐蝕性能顯著增加,但鉻含量更高時(shí),盡管仍可提高耐腐蝕性,但不明顯。
原因是用鉻對(duì)鋼進(jìn)行合金化處理時(shí),把表面氧化物的類型改變成了類似于純鉻金屬上形成的表面氧化物。
這種緊密粘附的富鉻氧化物保護(hù)表面,防止進(jìn)一步地氧化。
這種氧化層極薄,透過(guò)它可以看到鋼表面的自然光澤,使不銹鋼具有獨(dú)特的表面。而且,如果損壞了表層,所暴露出的鋼表面會(huì)和大氣反應(yīng)進(jìn)行自我修理,重新形成這種"鈍化膜",繼續(xù)起保護(hù)作用。
因此,所有的不銹鋼都具有一種共同的特性,即鉻含量均在10.5%以上。
縫鋁管質(zhì)優(yōu)價(jià)廉 誠(chéng)信專業(yè)供應(yīng)商")
在不銹鋼無(wú)縫管制造廠里有多種原因會(huì)使無(wú)縫管帶上磁性,不銹鋼無(wú)縫管剩磁產(chǎn)生的原因主要有:工藝磁性和感應(yīng)磁性。感應(yīng)磁性常產(chǎn)生在工廠制管環(huán)節(jié):如,金屬熔煉常采用電磁起重機(jī)進(jìn)行裝卸,不銹無(wú)縫管在強(qiáng)磁場(chǎng)中停置,用磁化法完成無(wú)損檢查(用無(wú)縫管磁異常現(xiàn)象進(jìn)行無(wú)損檢測(cè)檢測(cè)前,先對(duì)無(wú)縫管磁化),無(wú)縫管接近強(qiáng)力供電線放聳等等。其中,磁化法無(wú)損檢查主要指的是渦流探傷,渦流探傷設(shè)備操作簡(jiǎn)單,易于掌握,如果使用得當(dāng),能夠檢測(cè)出無(wú)縫管中人部分缺陷。是目測(cè),超聲波,水壓試驗(yàn)等幾種無(wú)縫管探傷試驗(yàn)中不可缺少的一種無(wú)損檢測(cè)手段。工藝磁性常產(chǎn)生在進(jìn)行裝配焊接作業(yè)及采用磁性?shī)A持器、夾具與用立流電焊接管道時(shí),如:長(zhǎng)時(shí)問(wèn)接觸與直流電源相連的導(dǎo)線,導(dǎo)線裸露段或者電焊鉗與管子的短路等。焊接帶磁性不銹鋼無(wú)縫管時(shí),經(jīng)常會(huì)看到電弧燃燒不穩(wěn)定、甚至電弧引燃困難、在磁場(chǎng)中電弧的偏離、液體金屬和渣熔融體從焊接溶池中濺出。為了穩(wěn)定焊接過(guò)程,改善焊接接頭質(zhì)量,在焊接前必須對(duì)被磁化了的無(wú)縫管進(jìn)行消磁。被焊接的無(wú)縫管要達(dá)到完整消磁是困難的,所以當(dāng)剩磁不足以影響焊接質(zhì)量時(shí),便允許進(jìn)行焊接。
縫鋁管質(zhì)優(yōu)價(jià)廉 誠(chéng)信專業(yè)供應(yīng)商")
縫鋁管質(zhì)優(yōu)價(jià)廉 誠(chéng)信專業(yè)供應(yīng)商")
