


- 材質
201,304,304H,316,316L,321,321S等
- 產地
齊全
- 規格
齊全
- 類型
圓管,方管
- 品牌
齊全
- 型號
齊全
- 可定制
是






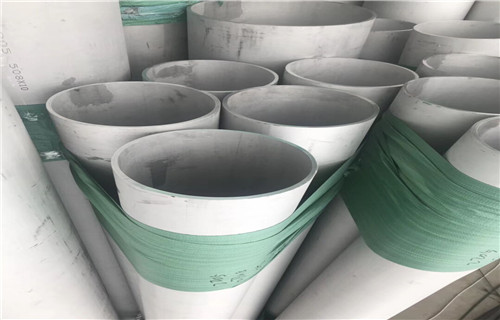
軋制表面加工和拋光表面加工的分類是說明能夠達到的程度,另一個有效的表示方法是測量表面粗糙度。標準的測量方法被稱為CLA(中心線平均值),測量儀在鋼板表面橫向移動,記錄下峰谷的變化幅度。CLA的編號越小,表面越光滑。304不銹鋼板因其卓越的耐腐蝕性往往被用著內層(即直接與水接觸),201不銹鋼板因為耐腐蝕性較差,不能用著內層,往往被用在保溫水箱的外層。但是201比304價格低廉,往往會被一些不良商家冒充304使用,用201不銹鋼板制作的不銹鋼水箱使用壽命極短,往往1-2年就能被水腐蝕,給使用者留下安全隱患。
不銹鋼水箱用到的304不銹鋼板與201不銹鋼板,表面通常為亞光。所以我們通過肉眼看、手觸摸的方式鑒別。肉眼看304不銹鋼板具有很好的光澤發亮,手觸摸很順滑;201不銹鋼板則顏色發暗 沒有光澤,觸摸有比較粗糙不光滑的感覺。另外將手沾濕水,分別觸摸2種不銹鋼板,觸摸后304不銹鋼板上的水漬手印比較容易擦除,201不銹鋼板不容易擦除。用磨光機裝上砂輪片輕輕打磨兩種不銹鋼板,打磨時201不銹鋼板的火花比較長、粗、多,反之304不銹鋼板的火花比較短、細、少。打磨時力量務必輕,且2種不銹鋼板打磨力道一致,方便區別。

在采用機械矯正時需在受力部位加墊板,以避免材料表面產生壓傷。用壓力機進行矯正通常是針對型鋼單一方向的彎曲變形。通常還要配有墊塊和壓塊,以保證受力方向,同時避免材料表面壓傷保證矯正。手工矯正對于變形較小的局部變形可采用手工矯正。
手工矯正的效果取決于對錘擊部位、工具及的正確選擇。鋁板產品在選擇手工矯正時需謹慎,實施手工矯正時需考慮選用的工具,如木錘、橡膠錘、尼龍錘等。用大力時還需考慮在受力部位及墊、壓部位加膠墊、木片或木塊,以保證材料表面在矯正中不受損傷。
鋁板構件變形的矯正和矯正原理與鋼結構矯正有很多共通的方面,關鍵是要矯正鋁板的金屬特性和熱處理性能,特別是熱加工溫度的區別和控制,區別應對,以此為原則采用合理的矯正實施矯正,即能良好的矯正效果。
縱軋時,工作軋輥的轉動方向相反,軋件的縱軸線與軋輥的軸線相互垂直,它是鋁合金板、帶、箔材平輥軋制中常見的;橫軋時,工作軋輥的轉動方向相同,軋件的縱軸線與軋輥軸線相互平行,在鋁合金板帶材軋制中很少使用;斜軋時,工作軋輥的轉動方向相同,軋件的縱軸線與軋輥軸線成一定的傾斜角度。

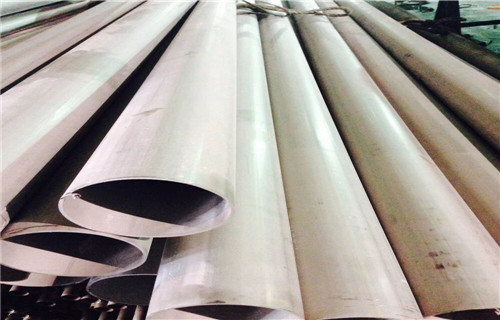
熱軋不銹鋼不銹鋼不銹鋼不銹鋼無縫管一般在自動軋管機組上生產。實心管坯經檢查并清除表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋不銹鋼無縫管是較先進的方法。
若欲獲得尺寸更小和質量更好的不銹鋼不銹鋼不銹鋼不銹鋼無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,無縫管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行;擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的無縫管。
中國不銹鋼板產能過剩顯現,行業兼并重組、淘汰落后產能促進產業結構調整大幕已經拉開,因此,年產15萬噸以上的不銹鋼企業之間兼并重組的可能性較大,行業集中度將進一步提高。
產業結構調整與升級已成為中國各行業的當務之急。目前,國內不銹鋼板行業已由數量增長型進入結構調整型階段,未來的發展方向是不斷調整產品結構,大力開發高附加值、高技術含量的產品,不具備創新能力和規模優勢的小型不銹鋼板制造企業將被市場淘汰。
我國目前已經是不銹鋼大國,但還不是強國,在走向世界不銹鋼強國的過程中,也將會逐步到海外設立(并購)不銹鋼生產基地,這一方面可以規避貿易保護主義帶來的出口風險,另一方面更有利于及時了解當地市場需求,增強在當地市場的競爭力。
