
- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
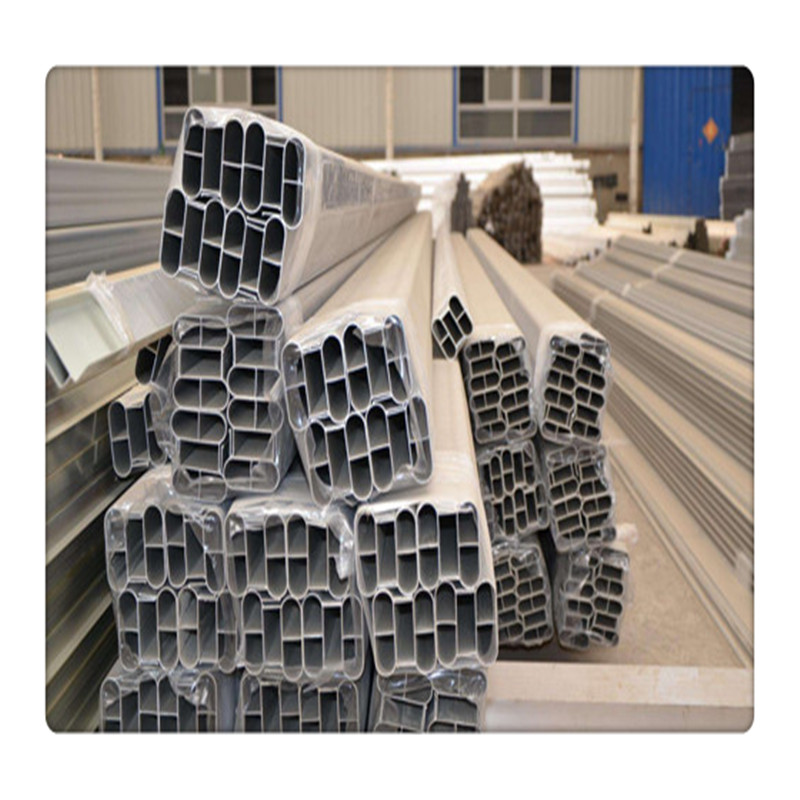
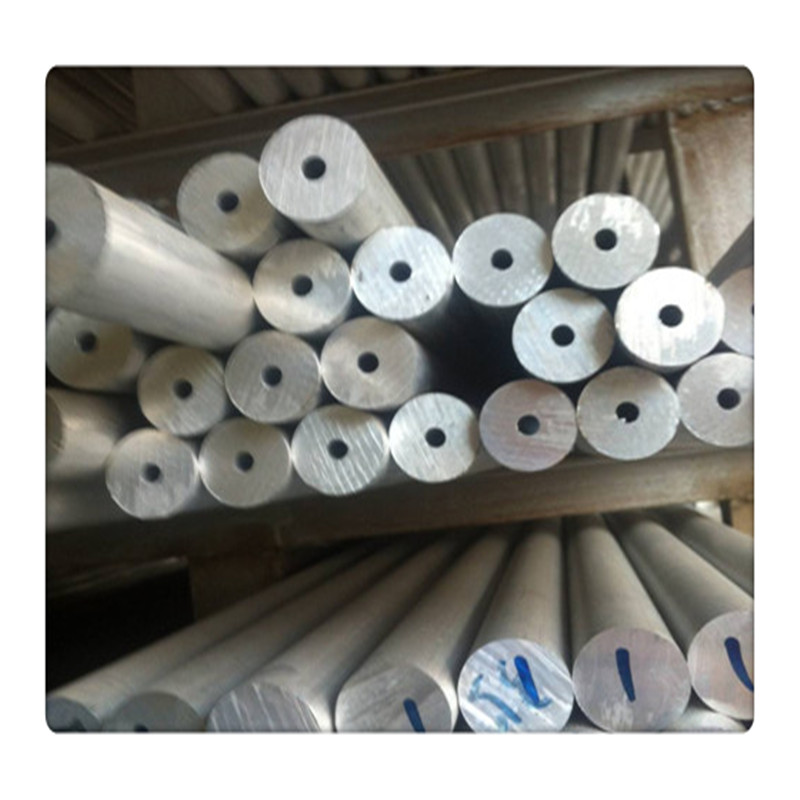
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是


結構用不銹鋼不銹鋼不銹鋼不銹鋼無縫管(GB/T8162-2008)是用于一般結構和機械結構的不銹鋼不銹鋼不銹鋼不銹鋼無縫管;流體輸送用不銹鋼不銹鋼不銹鋼不銹鋼無縫管(GB/T8163-2008)是用于輸送水、油、氣等流體的一般不銹鋼不銹鋼不銹鋼不銹鋼無縫管;低中壓鍋爐用不銹鋼不銹鋼不銹鋼不銹鋼無縫管(GB3087-2008)是用于制造各種結構低中壓鍋爐過熱蒸汽管、沸水管及機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管用的優質碳素結構鋼熱軋和冷拔(軋)不銹鋼不銹鋼不銹鋼不銹鋼無縫管;高壓鍋爐用不銹鋼不銹鋼不銹鋼不銹鋼無縫管(GB5310-2008)是用于制造高壓及其以上壓力的水管鍋爐受熱面用的優質碳素鋼、合金鋼和不銹耐熱鋼不銹鋼不銹鋼不銹鋼不銹鋼無縫管;化肥設備用高壓不銹鋼不銹鋼不銹鋼不銹鋼無縫管(GB6479-2000)是適用于工作溫度為-40~400℃、工作壓力為10~30Ma的化工設備和管道的優質碳素結構鋼和合金鋼不銹鋼不銹鋼不銹鋼不銹鋼無縫管;石油裂化用不銹鋼不銹鋼不銹鋼不銹鋼無縫管(GB9948-2006)是適用于石油精煉廠的爐管、熱交換器和管道不銹鋼不銹鋼不銹鋼不銹鋼無縫管;地質鉆探用無縫管(YB235-70)是供地質部門進行巖心鉆探使用的無縫管,按用途可分為鉆桿、鉆鋌、巖心管、套管和沉淀管等;金剛石巖芯鉆探用不銹鋼不銹鋼不銹鋼不銹鋼無縫管(GB3423-82)是用于金剛石巖芯鉆探的鉆桿、巖心桿、套管的不銹鋼不銹鋼不銹鋼不銹鋼無縫管;石油鉆探管(YB528-65)是用于石油鉆探兩端內加厚或外加厚的不銹鋼不銹鋼不銹鋼不銹鋼無縫管。

大家都知道不銹鋼無縫管在生產的過程中會有油污和焊接所產生的氧化皮以及一些其他的污垢。外壁比較好清理:如果是油污,可以使用有機溶劑或堿液洗,如果是生銹了,那用專用的除銹劑。可是內壁怎樣清理才夠徹底吶?今天我們給大家介紹一下。如果是清潔度要求高就用超聲波來清洗,超聲波清洗原理:超聲波在液體中傳播時的聲壓劇變使液體發生強烈的空氣現象,每秒產生數百萬計的微小空化氣泡,這些氣泡在聲壓作用下急速地大量產生,并不繼地猛烈爆破,產生強大的沖擊力和負壓吸力,足以使頑固的污垢迅速剝離。如果無縫管比較長,自己又有水槽的話,可以買超聲波振板投入到水中進行超聲波清洗,如果不是太長可以用超聲波振棒,插入到管道里清洗,然后用流水沖洗掉用超聲波剝離的污物。

四種解決花紋鋁板染色問題的辦法板材花紋鋁板因其裝飾性、耐用性等優良特性,廣受市民親耐,可是在生產中有一些花紋鋁板的染色問題,不能達到生產商的期望的效果,為了解決這一問題,板材為大家分享四種解決花紋鋁板染色問題的辦法。
選擇好的鋁板制件原料。通常生產中的高純鋁、鋁鎂、鋁錳合金經過陽極氧化以后,其染色的功能是好的,可以染成各種各樣的顏色。對于含硅或銅比較重的板材,在染色的中只能夠染成深色與黑色,比較的顏色。
控制好氧化膜的厚度。氧化膜就是指鋁板膜層的厚度、孔隙率、度等。鋁板中膜層的厚度保持在10um以上就可以了,孔隙率以及度,可以好的染色。把握好染色液的濃度。鋁板的濃度與染色之間有著聯系,如果鋁板染淡色,其中濃度可以低一點,染深色其濃度可以高一點。
通常所生產的鋁板材料所染比較淡的顏色其色彩為0。1-0。39g/L,染淡色彩為1g/L,染深色彩為3-5g/L,染稠密的色彩為10-15g/L,如果染色的濃度比較高就會造成顏色不均或出現浮色現象,在清潔與關閉的中容易出現流色。

制作前或制作過程中有時會看到不銹鋼產品或設備上生銹,這說明表面受到嚴重污染。設備投入使用前必須把銹清除掉,徹底清理過的表面應通過鐵試驗和/或水試驗進行檢驗。研磨和機加工都會造成表面粗糙,留有凹槽,重疊和毛刺等缺陷。每種缺陷也可能使金屬表面損傷到一定深度,以至于受損傷的金屬表面無法通過酸洗,電拋光或噴丸等方法清理掉。粗糙表面能夠成為發生腐蝕和沉積生成物的發源地,重焊前清理焊縫缺陷或清除多余的焊縫加強高都不能用粗磨進行研磨。對后一種情況,應再用細磨料研磨。
焊工在金屬表面引弧時,會造成表面粗糙缺陷。保護膜受損,留下潛在的腐蝕源。焊工應在已經焊好的焊道上或在焊縫接頭的側邊引弧。然后將引弧痕跡熔入焊縫中。焊接飛濺與焊接工藝有很大關系。例如:GTAM(氣體保護鎢極電弧焊)或TIG(惰性氣體保護鎢極焊)沒有飛濺。但是,采用GMAW(氣體保護金屬電弧焊)和FCAW(帶焊劑芯的電弧焊)兩種焊接工藝時如果焊接參數使用不當會造成大量飛濺。出現這種情況時,必須調整參數。如果要解決焊接飛濺的問題,焊接前應在接頭的每一邊涂上防濺劑,這樣可以消除飛濺物的附著力。焊完后可以很容易地將這種防濺劑及各種飛濺物清理掉,可不損傷表面或帶來輕微損傷。

