


- 材質(zhì)
201,304,304H,316,316L,321,321S等
- 產(chǎn)地
齊全
- 規(guī)格
齊全
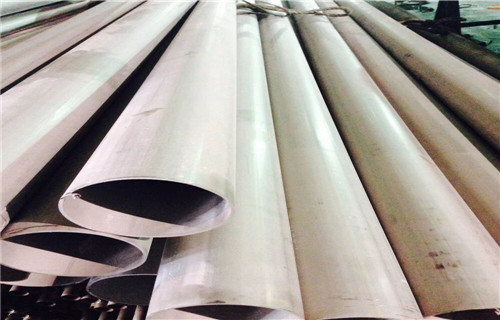
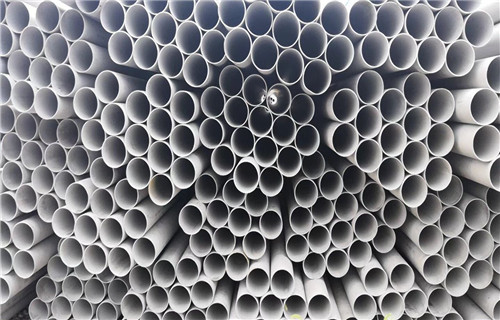
- 類型
圓管,方管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是
廠家_歡迎咨詢")
廠家_歡迎咨詢")
廠家_歡迎咨詢")
黃銅管安裝:黃銅管設(shè)備的方法有哪些呢?黃銅管設(shè)備的流程是怎么的呢?黃銅管設(shè)備中會(huì)有哪些疑問(wèn)呢?黃銅管設(shè)備中要留心些啥疑問(wèn)呢?黃銅管是用純銅制成的銅管。黃銅管可以依照不一樣的出產(chǎn)方法分為控制管、軋制管和擠制管。一般的話,低壓管道選用拉制管。紫銅管常用的商標(biāo)包含了:T2、T3、T4、TUP(脫氧銅)。黃銅管也可以分為軟質(zhì)和硬質(zhì)兩種。黃銅管設(shè)備前,應(yīng)當(dāng)選擇表面與內(nèi)壁均應(yīng)亮光,無(wú)疵孔、裂縫、結(jié)疤、尾裂或氣孔的管材。講了那么多黃銅管的知識(shí),我們現(xiàn)在馬上來(lái)說(shuō)下黃銅管設(shè)備吧。
設(shè)備黃銅管前的懇求:縱向劃痕深度如表1所示;偏橫向的凹入深度或凸出高度不大于0.35mm;瘢疤碰傷、起泡及凹坑,其深度不逾越0.03mm,其面積不逾越管子表面積的30%。用作導(dǎo)管時(shí)其面積則不逾越管子表面積的0.5%。
廠家_歡迎咨詢")
2507 的復(fù)式結(jié)構(gòu)使其具有較強(qiáng)的抗應(yīng)力腐蝕開(kāi)裂的能力。由于其較高的合金含量,SAF 2507的抗腐蝕能力及強(qiáng)度均優(yōu)于2205,裂縫在建筑等方面幾乎是不可避免的,這使得不銹鋼在氯化物的環(huán)境里更易受到腐蝕.SAF 2507 具有很強(qiáng)的抗裂縫腐蝕的能力.SAF 2507在含有2000ppm氯離子的硫酸中的等腐蝕曲線0.1 mm/year;在鹽酸中的等腐蝕曲線0.1 mm/year。機(jī)械特性: SAF 2507具有很高的耐壓強(qiáng)度、沖擊強(qiáng)度及較低的熱膨脹系數(shù)和較高的導(dǎo)熱性.這些特性適用于很多結(jié)構(gòu)零件及機(jī)械部件.SAF 2507沖擊強(qiáng)度很高,不宜長(zhǎng)期置于高于570°F的溫度環(huán)境下,這樣可能會(huì)減弱其韌性.抗拉強(qiáng)度:σb≥730Mpa;延伸率:δ≥20%,配套焊材:ER2594焊絲,E2594焊條。應(yīng)用領(lǐng)域:紙漿和造紙工業(yè),海水淡化,煙氣凈化,熱交換器,化學(xué)品液貨船管道系統(tǒng),海水系統(tǒng)等。
不銹鋼焊管軋輥機(jī)是目前應(yīng)用普便的一種不銹鋼焊管加工機(jī)器,它以加工效率高,加工的不銹鋼焊管質(zhì)量好著稱。軋輥的壽命主要取決于軋輥的內(nèi)在性能和工作受力,內(nèi)在性能包括強(qiáng)度和硬度等方面。要使軋輥具有足夠的強(qiáng)度,主要從軋輥材料方面來(lái)考慮;硬度通常是指軋輥工作表面的硬度,它決定軋輥的耐磨性,在一定程度上也決定軋輥的使用壽命,通過(guò)合理的材料選用和熱處理方式可以滿足軋輥的硬度要求。淬火工藝是不銹鋼焊管軋輥機(jī)加工工藝的集中體現(xiàn)。了解不銹鋼焊管軋輥機(jī)的加工工藝我們必須先了解一下淬火工藝,軋輥在粗車和半精車以后,精車以前要進(jìn)行淬火和低溫回火,淬火是為了改變軋輥的組織形態(tài),將退伙后的球狀珠光體變?yōu)榛鼗瘃R氏體和少量殘留奧氏體,提高軋輥表面硬度和耐磨性;獲得足夠的強(qiáng)度和韌性;延長(zhǎng)軋輥的使用壽命。淬火后軋輥可能有輕微變形,因此精加工應(yīng)在退火后進(jìn)行。淬火后由于急冷使組織內(nèi)產(chǎn)生很大的內(nèi)應(yīng)力,容易產(chǎn)生裂紋,經(jīng)回火可消除內(nèi)應(yīng)力,防止開(kāi)裂;淬火組織中的淬火馬氏體和殘留奧氏。
本公司秉承“銘求質(zhì)量,竭誠(chéng)服務(wù)的態(tài)度服務(wù)廣大客戶,歡迎廣大客戶來(lái)電來(lái)人洽談。鋁管是有色金屬管的一種,指用純鋁或鋁合金經(jīng)擠壓加工成沿其縱向全長(zhǎng)中空的金屬管狀材料。鋁管主要分為以下幾種按外形分:方管、圓管、花紋管、異型管,環(huán)球鋁管。按擠壓方式分:無(wú)縫鋁管和普通擠壓管按精度分:普通鋁管和精密鋁管,其中精密鋁管一般需要在擠壓后進(jìn)行再加工,如冷拉精抽,軋制.按厚度分:普通鋁管和薄壁鋁管性能:耐腐蝕、重量輕。特性為一種高強(qiáng)度硬鋁,可進(jìn)行熱處理強(qiáng)化,在退火、剛淬火和熱狀態(tài)下可塑性中等,點(diǎn)焊焊接性良好,用氣焊和氬弧焊時(shí)鋁管有形成晶間裂紋的傾向;鋁管在淬火和冷作硬化后可切削性能尚好,在退火狀態(tài)時(shí)不良。抗蝕性不高,常采用陽(yáng)極氧化處理與涂漆方法或表面加包鋁層以提高抗腐蝕能力。也可以作為模具材料使用。
