


- 轉盤直徑
1650mm
- 轉臺高度
82mm
- 包裝高度
2100mm
- 立柱高度
2200mm
- 可定制
是
- 品牌
羅博派克
- 產地
佛山
- 轉臺承重
2000KG
- 轉速
可調


佛山市禪城羅博派克自動化包裝設備廠簡單介紹的纏繞機的工作原理,現在使用纏繞機的廠家是越來越多,我們佛山依利達包裝器材有限公司是一家專門生產纏繞機的廠家,如果您有需要,可以咨詢我們公司,我們將竭誠為您服務!
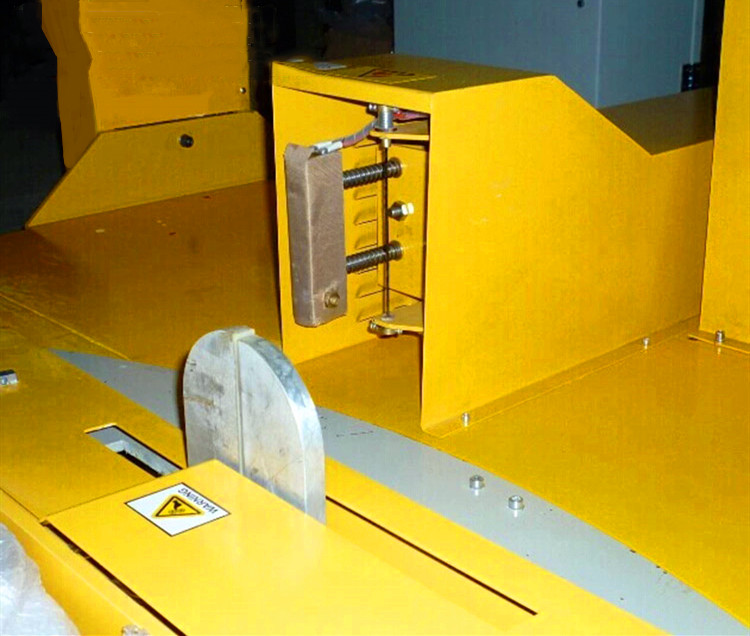
而轉盤是纏繞機的主要部分之一,它起到承轉貨物的作用,羅博派克生產的標準性托盤纏繞機的轉盤直徑為1500mm,這種轉盤大可以包裝1100*1100mm的貨物,當有更大貨物的時候轉盤就需要定做,下面是關于定制轉盤要考慮的幾點:
1.定制的大限問題。對于較大的物品供應商轉盤是可以定制額度,但是定制設備的尺寸是有限度的,并不是多大的設備都可以定制的,對于纏繞機的轉盤而言,一般建議大在2500mm以內,更大的建議使用旋臂式自動薄膜纏繞機.
2.定制轉盤與模架間的間距問題。纏繞包裝機轉盤與模架間的距離不是固定的,如果用戶定制轉盤,那么這個間距也要相應的加大,而且加大的尺寸要保證貨物在轉動過程中不會撞到模架。
3.定制的運輸問題。這個問題是用戶經常忽略掉的,我們在專注于設備是否能做的時候,往往會忽略了運輸的問題,有時較大的設備是可以定制,但是運輸會成為設備運行的決定因素,一般物流公司的貨物尺寸會有一定的限制。以上就是定制轉盤需要考慮的幾點因素,用戶在定制設備時一定要考慮周全,以免后期出現不必要的麻煩。

繞包裝機長期運用,因某些客戶操作不妥或許機器本身的疑問,不免對出現一些小毛邴,那么怎么防止或許怎么削減這些毛邴的發作,羅博派克就為咱們闡明如下。
1、在運用之前,能夠查看下線路(包含開關),設備零部件的損壞、松動狀況,做到防備于未然;
2、運用過程中能夠查看纏繞膜是不是放正,防止形成纏繞膜的糟蹋;
3、在運用完纏繞機以后,咱們使用養成做好清潔、加油(沒必要天天加的)等有關作業,以堅持設備杰出的功能.別的,關于纏繞機啟動時,機器不動或轉盤不轉 等狀況,緣由可能是多方面的,如果是PLC或減速機、變頻器等部件設備損壞請不要容易拆開,應及時的告訴出產廠家并與修理人員聯絡。
經過以上羅博派克為咱們簡述防止纏繞機毛邴的辦法,咱們也都懂得了吧,杰出的操作不只能夠防止毛邴,還能夠延長纏繞機的運用壽命,一起也要留意養護。1、削減零件的磨擦損壞:為了削減磨損量,在纏繞包裝機作業部件上盡量選用耐磨材料,設計機械作業部件的外形時,也盡量削減它的磨擦阻力.例如,運用高含錳量和稀土合金制作土壤加工部件,在犁壁上涂敷耐磨材料如聚氟乙烯,運用滾子犁把與土壤的滑動磨擦改動為翻滾磨擦等,都相對地削減了磨損量。
2、削減零件的疲倦損壞:在纏繞機制作過程中前進零件表面的光亮度,選用比擬平緩的斷面過濾,以削減零件的應力會集.此外,使用滲碳、淬火等辦法,進一步提高零件的硬度、耐性和耐磨性,也能收到杰出的作用。
3、削減零件的腐蝕損壞:為了防止零件的腐蝕,常常用耐腐蝕的材料鎳、鉻、鋅等鍍敷于纏繞包裝機的金屬零件表面,或在金屬零件表面涂油,在非金屬零件表面涂防腐蝕的油漆等辦 法,防止零件與有害介質直接觸摸.用前進零件表面光亮度的辦法,也可削減零件表面的電位差,這一條通常由出產產假直接完結。期望客戶能夠依照羅博派克的介紹養護纏繞包裝機的零件,削減零件的損壞,以期到達延長纏繞包裝機運用壽命的疑問。

兩種纏繞機型各有特點,使用范圍也各不相同,所以在選擇纏繞包裝機的時候還是比較容易區分使用的。
阻拉伸和預拉伸纏繞機的區別? ? 我們知道自動和半自動纏繞機的區別,但是我們知道纏繞機還有阻拉伸和預拉伸的纏繞機嗎?他們之間又有什么區別呢?今天小編就簡單介紹一下:?? 首先主要區別在于:模架機構不同。??
阻拉伸纏繞機:是指通過膜架機械阻力機構的摩擦阻力,使纏繞膜被動拉出時的速度來控制托盤貨物轉動的速度,將機用纏繞膜被拉開的同時纏繞到貨物之上。因為可以將阻力調節為“零”,對于剛開始包裝的貨物,需要先調節膜的送膜速度,阻拉伸膜在貨物包裝的時候,膜的松緊度是不可調的,只能等貨物包裝完成后妨可調。但對于較輕、較高的貨物或者易散件,它的包裝成本很高,穩定性不如預拉伸,廠家建議用戶還是選用預拉伸模架來包裝較好。很多用戶在不知道的情況下,如果用手工膜來包裝的話,是很容易斷膜的。??

拉伸膜纏繞機,簡稱纏繞機,為與其它纏繞類機器相區別,因其使用拉伸膜(也叫纏繞膜)為耗材,又有人形象的稱之為纏膜機。另外還有托盤打包機、托盤裹包機等多種不同的稱謂。這是隨著人們對物流效率的要求不斷提高,同時為減少勞動力,節約包裝成本實現節約化裝卸而出現的一種包裝機器。現已逐漸成為大型企尤其是出口型企業必備的一種包裝機器,另外在某些特殊行業如簾子布、馬口鐵罐等也逐漸發展成為其一種通用的包裝方式。
羅博派克自動纏繞機使用步驟:
1.機器處于初始位置,將薄膜固定在轉盤或貨物上,按自動運行按鈕;
2.轉盤啟動開始加速運轉至至高速,薄膜隨轉盤運轉自動輸出,同時轉盤計數,當到達底層設定值時膜架開始上升。
3.膜架上升至光電開關照射不到貨物時,延時設定的時間后膜架停止上升,上下次數計1次,轉盤繼續運轉,轉盤計數,當到達設定的頂層圈數時,膜架下降,下降至底部時膜架停止,上下次數下再計1次,并開始計底層圈數。
4.以此類推直至上下次數達到設定值時,包裝過程完成。轉盤緩慢降落,在初始的檢測點停止。

