
- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
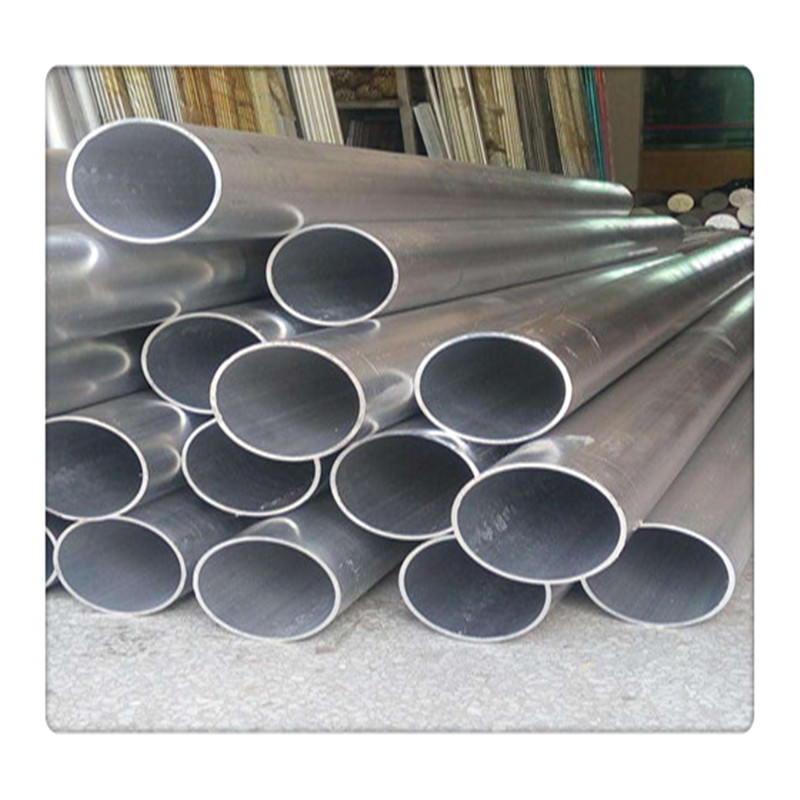
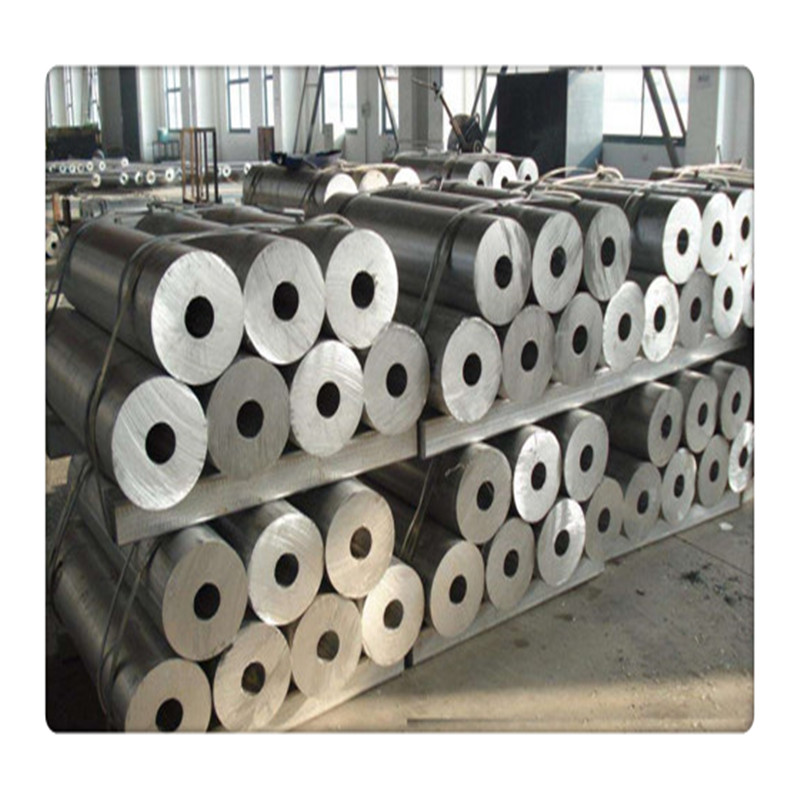
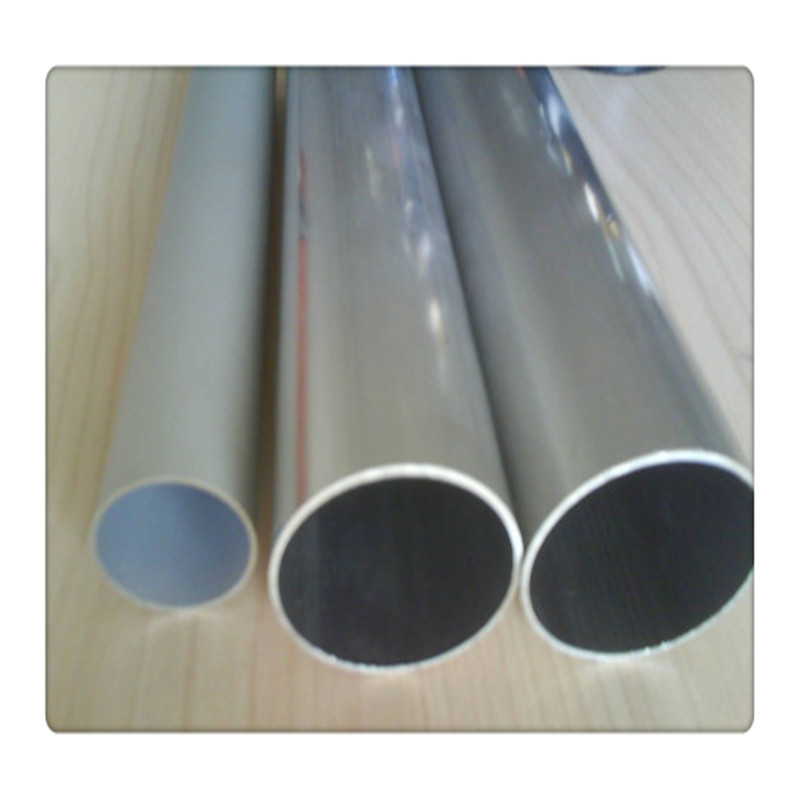
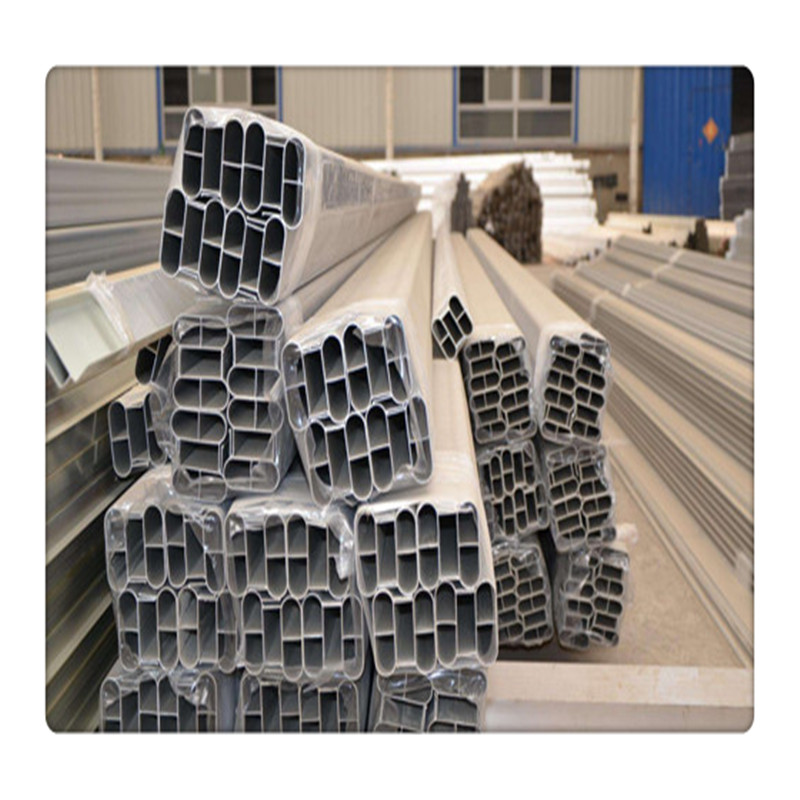
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是
品現(xiàn)貨價格優(yōu)惠 保質保量")
品現(xiàn)貨價格優(yōu)惠 保質保量")
品現(xiàn)貨價格優(yōu)惠 保質保量")
品現(xiàn)貨價格優(yōu)惠 保質保量")
品現(xiàn)貨價格優(yōu)惠 保質保量")
品現(xiàn)貨價格優(yōu)惠 保質保量")
對于焊管而言因為其特點很明顯,具有其他鋼管所不具備的優(yōu)勢,尤其性能方面非常的穩(wěn)定,因此在化工等行業(yè)里對其需求都是很多的,螺旋鋼管市場上比較受用戶認可的是螺旋鋼管,因此我們了解其儲存方式是很有必要的。在保存螺旋鋼管的倉庫要嚴禁存放對鋼材有腐蝕性的物品,倉庫要通風,注意防潮,經(jīng)常保持適宜的儲存條件。中小型型鋼、盤條、鋼筋、中口徑鋼管、鋼絲及鋼絲繩等,可在通風良好的料棚內(nèi)存放,但必須上苫下墊。在倉庫里不得與酸、堿、鹽、水泥等對鋼材有侵蝕性的材料堆放在一起。不同品種的鋼材應分別堆放,防止混淆,防止接觸腐蝕。螺旋鋼管的垛與垛之間應留有一定的通道,如檢查通道,出入通道,垛底應墊高,堅固、平整,防止材料受潮或變形。螺旋鋼管的堆碼原則要求是在碼垛穩(wěn)固、確保安全的前提下,做到按品種、規(guī)格碼垛,不同品種的材料要分別碼垛,防止攪渾和相互侵蝕。保管螺旋鋼管產(chǎn)品的場地或倉庫,應選擇在清潔干凈、排水通暢的地方,遠離產(chǎn)生有害氣體或粉塵的廠礦。在場地上要清除雜草及一切雜物,保持鋼材干凈。品現(xiàn)貨價格優(yōu)惠 保質保量")
熱軋不銹鋼不銹鋼不銹鋼不銹鋼無縫管一般在自動軋管機組上生產(chǎn)。實心管坯經(jīng)檢查并清除表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續(xù)軋制。 經(jīng)均整機均整壁厚,經(jīng)定徑機定徑,達到規(guī)格要求。利用連續(xù)式軋管機組生產(chǎn)熱軋不銹鋼無縫管是較先進的方法。
若欲獲得尺寸更小和質量更好的不銹鋼不銹鋼不銹鋼不銹鋼無縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機上進行,無縫管在變斷面圓孔槽和不動的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行;擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內(nèi),穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產(chǎn)直徑較小的無縫管。
品現(xiàn)貨價格優(yōu)惠 保質保量")
品現(xiàn)貨價格優(yōu)惠 保質保量")
H型梁主要通過軋制方法生產(chǎn)。在現(xiàn)代軋機生產(chǎn)中,使用軋機軋制H型鋼。 H型鋼的腹板在上下水平輥之間滾動,凸緣同時在水平輥側和垂直輥之間滾動形成。由于只有軋機不能用于壓制法蘭端。因此必須將邊緣端機設置在通用框架后面,通常稱為修邊機,以便按壓法蘭邊緣并控制法蘭寬度。在實際的軋制操作中,兩個框架用作一組以使軋件往復運動幾次,或者軋件通過幾個通用機架和一個或兩個端端支架。連續(xù)軋機由每道次的一定量的還原組成,坯料被軋制成所需尺寸和尺寸的產(chǎn)品。在軋制件的凸緣部分中,由于水平輥的側面和軋件之間的滑動,輥的磨損相對較大。為了確保重型卡車后的軋輥能夠恢復到原來的形狀。粗加工單元的上下水平軋輥的側面和相應的垂直軋輥表面應傾斜3°至8°的角度。為了校正成品法蘭的傾斜度,成品軋機也稱為精軋機。水平輥側垂直于水平輥軸或具有小的傾斜角,通常不大于20",垂直輥是圓柱形的。
品現(xiàn)貨價格優(yōu)惠 保質保量")
