



- 材質(zhì)
304 316 316L 321 304H 06CR13等材質(zhì)
- 產(chǎn)地
齊全
- 規(guī)格
齊全
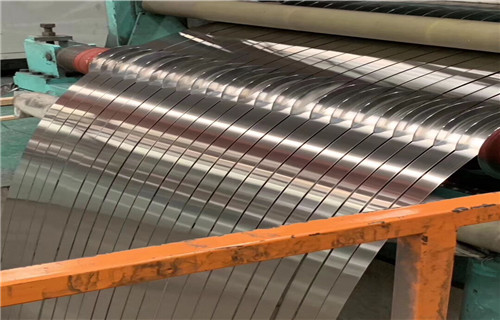
- 類型
開平板 卷
- 可定制
是
- 是否現(xiàn)貨
現(xiàn)貨
格全 可切割價格生產(chǎn)直銷")
格全 可切割價格生產(chǎn)直銷")
格全 可切割價格生產(chǎn)直銷")
格全 可切割價格生產(chǎn)直銷")
格全 可切割價格生產(chǎn)直銷")
格全 可切割價格生產(chǎn)直銷")
可是,鋁板幕墻的板塊為什么會變形呢這是什么原因造成的呢板塊沒有邊肋和中肋,風(fēng)壓和空氣漲力下造成變形鋁板廠家為了高利潤,在板塊中不加邊肋、中肋,而是將鋁塑板折成盒狀,直接用螺釘擰在框架上,板塊縫隙抹上膠就算完工。
鋁板幕墻在使用一段時間之后,我們可能會發(fā)現(xiàn)板塊出現(xiàn)變形的狀況,這嚴(yán)重影響了我們的正常使用,也影響了幕墻的美觀性。同時在正負(fù)風(fēng)壓作用下產(chǎn)生向里向外的疲勞性撓度變形,使板面尺寸增長。幕墻的向陽面變形反映比較突出,由于施工工藝是采用保溫暖墻的形式將板塊縫隙全部用膠密封嚴(yán)實,板面與結(jié)構(gòu)墻間隔里的空氣在陽光效應(yīng)下升溫,板塊在空氣漲力作用下造成向外變形變形。
板塊與幕墻結(jié)構(gòu)框架固定,熱應(yīng)力無法釋放產(chǎn)生變形鋁板幕墻在季節(jié)溫差較大地區(qū),在春初秋末氣溫較低的季節(jié),這時的陽光照射熱效很強,特別是顏色較深的鋁板升溫較大,鋁板在不同溫度下,每米長度上的熱值較大。
如果幕墻板塊結(jié)構(gòu)采用折邊,將鋁板用螺釘固定在框架上的結(jié)構(gòu),將造成鋁板板面的熱應(yīng)力無法釋放,迫使板面屈服,在空氣作用下向外出現(xiàn)變形現(xiàn)象。鋁板里面的幕墻框架采用鋼型材時,因為鋁的熱系數(shù)一般為鋼的2倍,所以同尺寸板產(chǎn)生的撓度將為表中數(shù)值的2倍。
格全 可切割價格生產(chǎn)直銷")
許多種表面加工一直是采用編號或其它分類方法表示、它們都被編入了有關(guān)的標(biāo)準(zhǔn)中,比如:英國標(biāo)準(zhǔn)BS1449和美國鋼鐵協(xié)會不銹鋼生產(chǎn)者委員會標(biāo)準(zhǔn)。軋制表面加工板材和帶材有三種基本的軋制表面加工,它們是通過板材和帶材的生產(chǎn)工藝表示的。經(jīng)過熱軋、退火、酸洗和除鱗。處理后的不銹鋼板表面是一種黯淡表面,有點粗糙。比N0.1不銹鋼板表面加工好,也是黯淡表面。經(jīng)過冷軋、退火、除鱗, 用毛面輥輕軋。這是建筑應(yīng)用中常用的,除在退火和除鱗后用拋光輥進(jìn)行 一道輕度冷軋外,其它不銹鋼板工藝與2D相同,表面略有些發(fā)光,可以進(jìn)行拋光處理。光亮退火:這是一種反射性表面,經(jīng)過拋光輥軋制并在可控氣氛中進(jìn)行終退火。光亮退火仍保持其反射表面,而且不產(chǎn)生氧化皮。由于光亮退火過程中不發(fā)生氧化反應(yīng),所以,不需要再進(jìn)行酸洗和鈍化處理。.拋光表面加工由3A和3B表示。表面經(jīng)過均勻地研磨,磨料粒度為80~100。毛面拋光,表面有均勻的直紋,通常是用粒度為180~200的砂帶在2A或2B不銹鋼板上一次拋磨而成。
格全 可切割價格生產(chǎn)直銷")
不銹鋼焊管在生產(chǎn)過程中是以帶鋼卷板為原材料,常溫揉捏成型,接下來為大家介紹一下螺旋鋼管的出產(chǎn)技術(shù):帶鋼頭尾對接,選用單絲或雙絲埋弧焊接,在卷成鋼管后選用主動埋弧焊補焊。成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,外表整理運送和予彎邊處置。選用焊縫空隙操控設(shè)備來保證焊縫空隙滿意焊接要求,管徑,錯邊量和焊縫空隙都得到嚴(yán)厲的操控。切成單根鋼管后,每批鋼管頭三根要進(jìn)行嚴(yán)厲的首檢制度,查看焊縫的力學(xué)性能,化學(xué)成份,溶合狀況,鋼管外表質(zhì)量以及經(jīng)過無損探傷檢驗,保證制管技術(shù)合格后,才干正式投入出產(chǎn)。焊縫上有接連聲波探傷標(biāo)記的部位,經(jīng)過手動超聲波和X射線復(fù)查,如確有缺點,經(jīng)過修補后,再次經(jīng)過無損檢驗,直到承認(rèn)缺點現(xiàn)已消除。格全 可切割價格生產(chǎn)直銷")
黃銅管力學(xué)性能,見下表:銅業(yè)學(xué)問:黃銅管力學(xué)性能,
黃銅管焊接留意事項:1、焊接過程中,一直堅持火焰蓋住接點,以免空氣進(jìn)入;2、助焊劑會被焊干,水分在100℃會蒸發(fā),助焊劑變成乳白色;3、助焊劑在316℃時會起泡;4、助焊劑在427℃時成為糊狀;5、助焊劑在593℃時變成流體,接近銅焊溫度;6、含銀35%-40%之焊料在604℃時凝結(jié),在618℃時活動;7、留意被焊二工件都要用焊槍加熱;8、經(jīng)火焰顏色能夠察看溫度能否適宜,溫度到達(dá)銅焊溫度時,火焰呈現(xiàn)綠蔭,到達(dá)銀焊溫度綠色火焰表示溫度適合;9、銅管和鋼管相互焊接,首先要加熱銅管(由于銅管傳熱快,需求的熱量多);10、銅焊過程,焊槍不要一直停在一點,可作8字形挪動;11、引薦運用大號焊槍,如此能夠用溫和火焰求大熱量而不呈現(xiàn)超壓或“吹風(fēng)”, 在內(nèi)部錐形火焰上稍有羽輝。
格全 可切割價格生產(chǎn)直銷")
