


- 材質
201,304,304H,316,316L,321,321S等
- 產地
齊全
- 規格
齊全
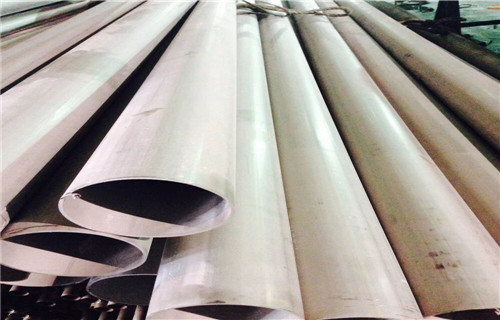
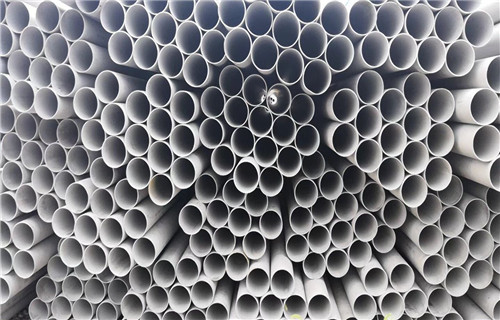
- 類型
圓管,方管
- 品牌
齊全
- 型號
齊全
- 可定制
是

黃銅管木立柱支撐的設備:1、木立柱宜選用整料,當不能滿足懇求時,立柱的接頭不宜逾越1個,并應選用對接夾板接頭方法。立柱底部可選用墊塊墊高,但不得選用單碼磚墊高,墊高高度不得逾越300mm。2、木立柱底部與墊木之間應設置硬木對角楔調整標高,并運用鐵釘將其固定于墊木上。3、全部單立柱支撐應位于底墊木和梁底模板的基地,并應與底部墊木和頂部梁底模板嚴密接觸,且不得承受偏疼荷載。4、當僅為單排立柱時,應于單排立柱的兩頭每隔3m加設斜支撐,且每邊不得少于兩根,斜支撐與地上的夾角應為60°。用于作導管的紫銅管,不管壁厚大小,縱向劃痕深度不應大于0.03mm。紫銅管的橢圓度和壁厚的不均勻度,不應逾越外圓和壁厚的容許差錯。紫銅管東西式立柱支撐的設備:1、東西式鋼管單立柱支撐的間隔應符合支撐計劃的規矩。2、立柱不得接長運用。3、全部夾具、螺栓、銷子和其它配件應處在閉合或擰緊的方位。

2507是一種鐵素體—奧氏體(雙相)不銹鋼,它綜合了許多鐵素體鋼和奧氏體鋼超有益的性能, 由于該鋼鉻和鉬的含量都很高,因此具有極好的抗點腐蝕,縫隙腐蝕和均勻腐蝕的能力.雙向顯微組織保證了該鋼具有很高的抗應力腐蝕破裂的能力,而且機械強度也很高。2507不銹鋼應用于石油和天然氣工業;海上石破天油平臺(熱交換器管,水處理和供水系統,消防系統,噴水系統,穩水系統; 石油化工設備; 脫鹽(淡化)設備(和設備中的高壓管,海水管);既需要高強度同時又需要高耐腐蝕性的機械和結構部件;燃(廢)氣凈化設備.主要成份:25Cr-7Ni- 4Mo-0.27N。
2507的較高的鉻及鉬含量使其對有機酸如甲酸、乙酸等具有較強的抗整體腐蝕的能力.SAF2507合合金對無機酸,尤其是那些包含氯化物的無機酸也具有較強的抗腐蝕能力。和904L相比,SAF2507對稀釋的混有氯根離子的硫酸具有更強的抗腐蝕能力.904L是奧氏體狀態的合金,專用于抗純硫酸腐蝕。316L等級不能用于鹽酸環境中,它可能會遭到局部腐蝕或整體腐蝕.SAF2507可以用于稀釋的鹽酸環境里,具有較強的抗斑損及抗裂隙腐蝕的能力。nSAF 2507較低的碳含量大大地降低了在熱處理時晶間中的碳化物沉淀的風險,因此,這個合金具有很強的抵抗與碳化物相關的晶間腐蝕的能力。

不銹鋼花紋板廠家提供304不銹鋼花紋板、321不銹鋼花紋板等。
在惰性氣體Ar的保護下,焊絲中的Al、Ti和Nb等元素不發生燒損而大部分過渡到焊縫金屬中。高鉻鐵素體耐熱鋼焊絲推薦采用美國AWSA5.9/A5.9M:2006焊絲標準中規定的三種高鉻合金鋼焊絲。
熱軋304不銹鋼花紋板規格:厚度:0.1mm-28.0mm 寬度可切割 材質:SUS310S、310、316。
列人我國 標準(GB/T983--1995)的鐵素體耐熱鋼焊條只有兩種,201不銹鋼花紋板即E430-16(G302)和E430-15(G307),適用于ω(C)17%以下的各種高鉻鐵素體耐熱鋼。
奧氏體耐熱鋼焊接填充材料的選擇首先要保證焊縫的致密性,無裂紋和氣孔等缺陷。同時應使焊縫金屬的熱強性基本與母材等強。
這就要求其合金成分大致與母材成分匹配。其次應考慮焊縫金屬內鐵素體含量的控制,對于長期在高溫下運行的奧氏體鋼焊件,201不銹鋼花紋板焊縫金屬內鐵素體的體積分數不應超過5%。

建筑給水薄壁紫銅管設備之焊接:1、管道聯接前應再次供認管材、管件的規范規范是不是滿足聯接懇求。為保證焊接質量,選用含2%銀的銅焊條。2、根據計劃圖紙現場實測配管長度,下料應準確。切開可用旋轉式切管器或每厘米不少于13齒的鋼鋸或電鋸垂直切開,切開后應去掉管口表里毛刺并整圓。3、釬焊強度小,一般焊口選用搭接方法。搭接長度為管壁厚度的6~8倍,管道的外徑D小于等于28㎜時,搭接長度為(1.2~1.5)D(㎜)。4、焊接前應對焊接處銅管外壁和管件內壁用細砂紙、鋼毛刷或含其它磨料的布砂紙擦磨,去掉表面氧化物,使管端不太毛,也不太光。5、焊接過程中,焊槍應根據管徑大小選用妥當,聯接處的承口及焊條應加熱均勻。焊接時,不得出現過熱現象,焊料滲滿焊縫后應立即間斷加熱,并保持靜止,天然冷卻。6、銅管與銅合金管件或銅合金管件與銅合金管件間焊接時,應在銅合金管件焊接處運用助焊劑,并在焊接完成后,根除管道外壁的剩下熔劑。7、覆塑銅管焊接時應剝出長度不小于200㎜裸銅管,并在兩頭環繞濕布,焊接完成后康復覆塑層。8、釬焊后的管件,有必要在8小時內進行清潔,除掉殘留的熔劑和熔渣。常用煮沸的含10~15%的明礬水溶液或含10%檸檬酸水溶液涂刷接頭處,然后用水沖刷擦干。9、焊接設備時應盡量避免倒立焊。

