



- 材質(zhì)
201,304,304H,316,316L,321,321S等
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
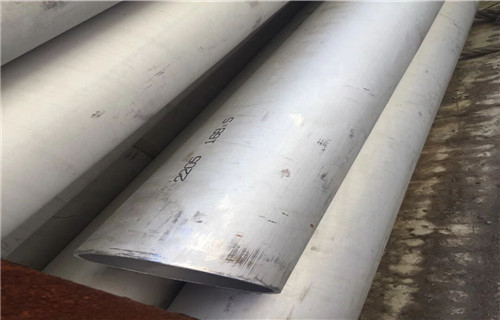
圓管,方管
- 品牌
齊全
- 型號
齊全
- 可定制
是
至上廠家|客戶至上")
至上廠家|客戶至上")
至上廠家|客戶至上")
至上廠家|客戶至上")
至上廠家|客戶至上")
至上廠家|客戶至上")
無縫管包裝分三種:捆扎、裝箱、涂油捆扎或涂油裝箱。無縫管是一種具有中空截面、周邊沒有接縫的長條鋼材。無縫管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。無縫管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經(jīng)濟截面鋼材,廣泛用于制造結(jié)構(gòu)件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。用無縫管制造環(huán)形零件,可提高材料利用率,簡化制造工序,節(jié)約材料和加工工時,如滾動軸承套圈、千斤頂套等,已廣泛用無縫管來制造。無縫管還是各種常規(guī)武器不可缺少的材料,槍管、炮筒等都要無縫管來制造。無縫管按橫截面積形狀的不同可分為圓管和異型管。由于在周長相等的條件下,圓面積 ,用圓形管可以輸送更多的流體。此外,圓環(huán)截面在承受內(nèi)部或外部徑向壓力時,受力較均勻,因此,絕大多數(shù)無縫管是圓管。
至上廠家|客戶至上")
無縫管內(nèi)外表面不得有裂縫、折疊、龜裂、裂紋、軋折、離層和結(jié)疤缺陷存在,這些缺陷應(yīng)完全清除掉(供機械加工用管除外),清除后不得使壁厚和外徑超過負偏差。凡不超過允許負偏差的其他輕微表面缺陷可不清除。直道允許深度。熱軋、熱擠壓無縫管、直徑小于和等于140mm的不大于公稱壁厚的5%, 深度不大于0.5mm;冷拔(軋)無縫管不大于公稱壁厚的4%, 深度不大于0.3mm。
熱軋(擠壓不銹鋼無縫管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫。軋制不銹鋼不銹鋼不銹鋼不銹鋼無縫管的原料是圓管坯,圓管胚要經(jīng)過切割機的切割加工成長度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問題.圓管坯出爐后要經(jīng)過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成無縫管。無縫管內(nèi)徑由定徑機鉆頭的外徑長度來確定。無縫管經(jīng)定徑后,進入冷卻塔中,通過噴水冷卻,無縫管經(jīng)冷卻后,就要被矯直。
至上廠家|客戶至上")
黃銅管生產(chǎn)流程:一、氣體維護熔化與保溫→水平連鑄銅管坯→銑除表面缺點→三輥行星軋制→在線盤繞成卷→三串聯(lián)聯(lián)合拉伸→圓盤拉伸→矯直、探傷、定尺→亮光退火→聯(lián)合精整→質(zhì)量檢驗→覆膜、包裝→制品。二、上引熔煉→上引連鑄管坯→皮爾格軋機軋制→在線退火盤卷→三串聯(lián)拉伸→圓盤拉伸矯直、探傷、定尺→強對流亮光退火→聯(lián)合精整→質(zhì)量檢驗→覆膜、包裝→制品。三、熔煉→(半連續(xù))水平連鑄鑄坯→揉捏機揉捏管坯→皮爾格軋機軋制→在線退火盤卷→三串聯(lián)拉伸→圓盤拉伸矯直、探傷、定尺→強對流亮光退火→聯(lián)合精整→質(zhì)量檢驗→覆膜、包裝→制品。黃銅管是有色金屬管的一種,是限制的和拉制的無縫管,具有鞏固、耐腐蝕的特性,黃銅管是 的供水管道,變成現(xiàn)代承包商在所有住宅商品房的自來水管道、供熱、制冷管道安裝的首。
至上廠家|客戶至上")
