


- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
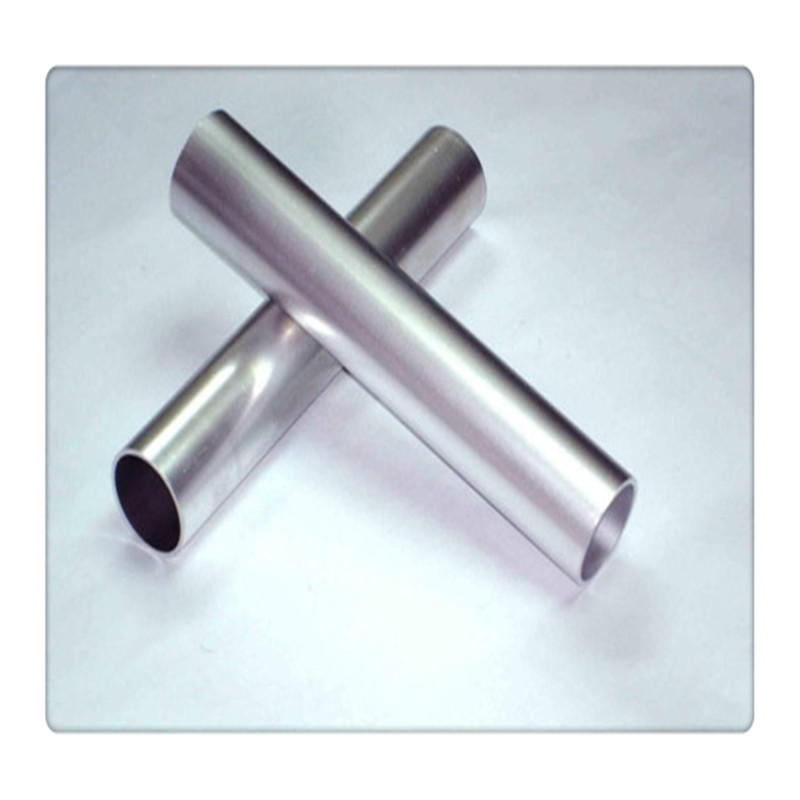
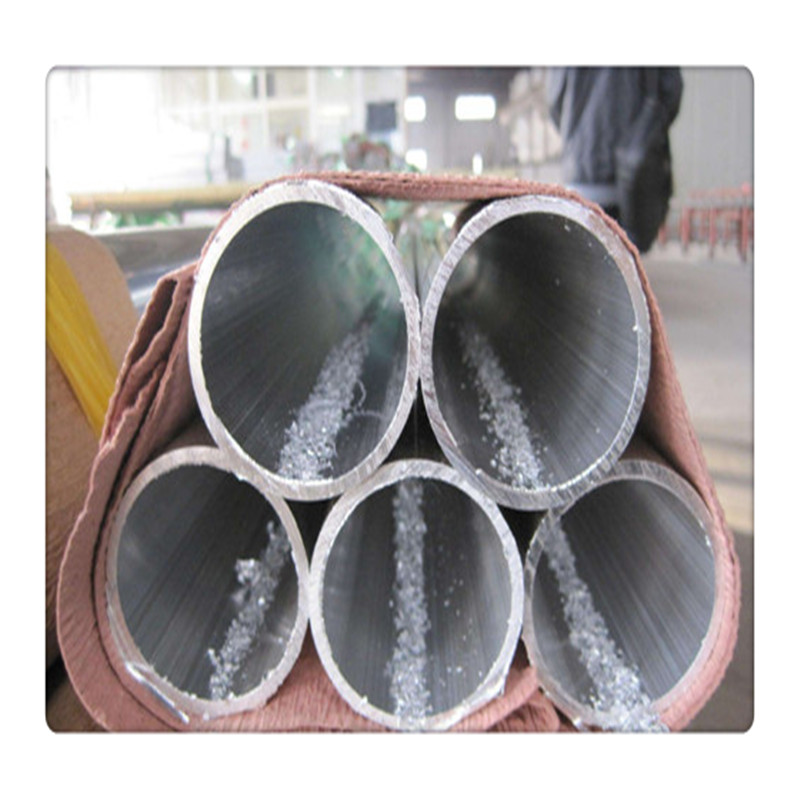
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是





在不銹鋼無縫管制造廠里有多種原因會使無縫管帶上磁性,不銹鋼無縫管剩磁產生的原因主要有:工藝磁性和感應磁性。感應磁性常產生在工廠制管環節:如,金屬熔煉常采用電磁起重機進行裝卸,不銹無縫管在強磁場中停置,用磁化法完成無損檢查(用無縫管磁異常現象進行無損檢測檢測前,先對無縫管磁化),無縫管接近強力供電線放聳等等。其中,磁化法無損檢查主要指的是渦流探傷,渦流探傷設備操作簡單,易于掌握,如果使用得當,能夠檢測出無縫管中人部分缺陷。是目測,超聲波,水壓試驗等幾種無縫管探傷試驗中不可缺少的一種無損檢測手段。工藝磁性常產生在進行裝配焊接作業及采用磁性夾持器、夾具與用立流電焊接管道時,如:長時問接觸與直流電源相連的導線,導線裸露段或者電焊鉗與管子的短路等。焊接帶磁性不銹鋼無縫管時,經常會看到電弧燃燒不穩定、甚至電弧引燃困難、在磁場中電弧的偏離、液體金屬和渣熔融體從焊接溶池中濺出。為了穩定焊接過程,改善焊接接頭質量,在焊接前必須對被磁化了的無縫管進行消磁。被焊接的無縫管要達到完整消磁是困難的,所以當剩磁不足以影響焊接質量時,便允許進行焊接。

不銹鋼焊管內防腐層施工:水泥砂漿內防腐層可選用機械噴涂、人工抹壓、拖筒或離心預制法施工。假如有必要用預制法做內防腐層時,在運送、安裝、回填土過程中應對防腐層采納保護措施。施工時,首要拌制水泥砂漿,水泥與砂的質量合作比為1:(1—2),水泥砂漿的坍落度為60-80 mm,水泥砂漿的抗壓強度不該低于30 MPa。機械噴涂法施工的水泥砂漿內防腐層外表潤滑、細密,厚度均勻,效果較好。國外20世紀30年代開端選用機械噴涂施工,中國自60年代始先后在上海、青島、大連等城市運用。當選用機械噴涂法施工時,對彎頭、三通、特別管件和閘閥臨近管段等均可選用手藝涂改,并以潤滑的突變段與機械噴涂面料相接。別的,拖筒或離心預制法也被廣泛選用,這兒不再詳細敘說。不管采納何種辦法施工,維護工序都是保證水泥砂漿內防腐層不發生裂縫和空鼓的關鍵環節。因而,水泥砂漿內防腐層成形后,有必要立行將管道封堵,不得構成空氣對流;終凝后進行濕潤維護,一般硅酸鹽水泥維護時刻不該少于7d,礦渣硅酸鹽水泥不該少于14 d;通水前應持續封堵,堅持濕潤。
軋制軋制是錠坯依靠力被拉進的軋輥間,借助于軋輥施加的壓力,使其橫斷面減小,形狀改變,厚度變薄而長度的一種塑性變形。根據軋輥方向不同,軋制又可分為縱軋、橫軋和斜軋。在生產鋁合金板管材和某此異形產品時常用雙輥或多輥斜軋。
根據輥系不同,鋁合金板軋制可分為兩輥(一對)系軋制,多輥系軋制和特殊輥系(如行星式軋制、V形軋制等)軋制。根據軋輥形狀不同,鋁合金板軋制可分為平輥軋制和孔型輥軋制等。根據產品品種不同,鋁合金板軋制又可分為板、帶、箔材軋制,棒材、扁條和異形型材軋制,管材和空心型材軋制等。
是將錠坯裝入筒中,通過軸對金屬施加壓力,使其從給定形狀和尺寸的模孔中,產生塑性變形而所要求的產品的一種加工。按時金屬流動方向不同,又可分為正向、反向和聯合。
正向時,軸的運動方向和擠出金屬的流動方向一致,而反向時節,軸的運動方向與擠出金屬的流動方向相反。按錠坯的加熱溫度,可分為熱和冷。熱是將錠坯加熱到再結晶溫度以上進行,冷是在室溫下進行。

