

- 材質(zhì)
201,304,304H,316,316L,321,321S等
- 產(chǎn)地
齊全
- 規(guī)格
齊全
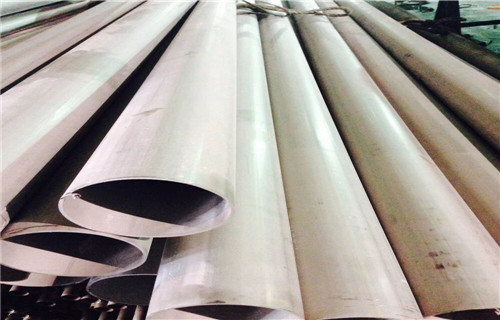
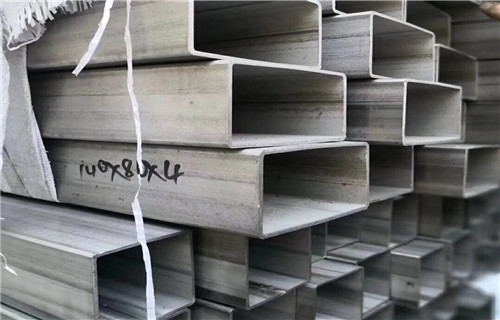
- 類(lèi)型
圓管,方管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是
貨進(jìn)出口情況|創(chuàng)新服務(wù)")
貨進(jìn)出口情況|創(chuàng)新服務(wù)")
貨進(jìn)出口情況|創(chuàng)新服務(wù)")
304不銹鋼表面質(zhì)量的好壞,主要決定于熱處理后的酸洗工序,如果前一道熱處理工序所形成的表面氧化皮厚,或組織不均勻,則用酸洗并不能改善表面光潔度和均勻性。所以要充分重視熱處理的加熱或熱處理前的表面清理。
如果不銹鋼板的表面氧化皮厚度不均勻,厚的地方和薄的地方下面的基體金屬表面光潔度也不同,面且酸洗時(shí)表面氧化皮的溶解與氧化皮附著部位的基體金屬被酸的侵蝕程度不同,所以,鋼板表面就不均勻。因此,在熱處理加熱時(shí),必須使之均勻地形成氧化皮。要達(dá)到這一要求,必須注意以下問(wèn)題:
不銹鋼板如果在加熱時(shí)工件表面附著油,油附著部位的氧化皮厚度和其他部分的氧化皮厚度和組成就不同,而且會(huì)產(chǎn)生滲碳。氧化皮下基體金屬被滲碳的部分將嚴(yán)重地受到酸的侵蝕。重油燒嘴初燃燒時(shí)所噴出的油滴,若附著在工件上,影響也很大。操作人員的指紋附著在工件上時(shí)也會(huì)有影響。所以,操作人員不要用手直接觸摸不銹鋼件,不要使工件沾上新的油污。必須戴清潔的手套操作。
貨進(jìn)出口情況|創(chuàng)新服務(wù)")
天津市永發(fā)鋼鐵貿(mào)易(YONGFAGT888)有限公司常年經(jīng)營(yíng):無(wú)縫鋼管,不銹鋼管,螺旋鋼管,鍍鋅帶焊管、方矩管、直縫焊管、鍍鋅加工、 非標(biāo)方矩管、非標(biāo)焊管加工、鋁管,銅管,鋁板,鋁排,銅排,銅包鋼扁鋼大口徑焊管、大口徑方矩管、丁字焊管、卷管,H型鋼,槽鋼,扁鋼,工字鋼,方鋼,角鋼,鋼軌,冷彎型鋼,國(guó)標(biāo)鍍鋅角鋼,熱鍍鋅角鋼,不等邊熱鍍鋅角鋼,鍍鋅槽鋼,熱鍍鋅槽鋼,熱鍍鋅方管,熱鍍鋅方矩管,鍍鋅H型鋼,鍍鋅扁鋼,鍍鋅圓鋼,各材質(zhì)鋼板及其他型材等產(chǎn)品的經(jīng)銷(xiāo)批發(fā)的現(xiàn)貨公司。鋼材品種齊全、價(jià)格合理。產(chǎn)品適用于:石油、化工、食品、航天、汽車(chē)、建筑、五金、鍋爐燃?xì)狻⑺骷⒋啊㈦姀S(chǎng)等工業(yè)裝備 現(xiàn)已廣泛應(yīng)用于市場(chǎng)工程、路燈、樓房裝飾、液體輸送、漁具、門(mén)業(yè)、廣告牌、候車(chē)廳、體育館等大型裝修工程。
貨進(jìn)出口情況|創(chuàng)新服務(wù)")
不銹鋼制品的拋光工藝可以分為打磨和出光兩部分,上道轉(zhuǎn)入拋光工序的工件進(jìn)行目測(cè)檢驗(yàn),如焊縫是否有漏焊,焊穿,焊點(diǎn)深淺不均勻,偏離接縫太遠(yuǎn),局部凹陷,對(duì)接不齊,是否有較深劃痕,碰傷,嚴(yán)重變形等在本工序無(wú)法補(bǔ)救的缺陷,如果有上述缺陷應(yīng)返回上道工序修整.如果無(wú)上述缺陷,進(jìn)入本拋光工序。粗磨,用600號(hào)的砂帶在三面上往返磨削工件,本工序要達(dá)到的目標(biāo)是去掉工件焊接留下的焊點(diǎn),以及在上步工序出現(xiàn)的碰傷,達(dá)到焊口圓角初步成型,水平面和垂直面基本無(wú)大劃痕,無(wú)碰傷。半精磨,用800號(hào)的砂帶按照前面往返磨削工件的方法中磨工件的三面,主要是對(duì)前面工序出現(xiàn)的接縫進(jìn)行修正以及對(duì)粗磨后產(chǎn)生的印痕進(jìn)行進(jìn)一步的細(xì)磨,對(duì)前面工序留下的印痕要反復(fù)磨削,達(dá)到工件表面無(wú)劃痕,基本變亮。精磨,用1000號(hào)的砂帶主要是對(duì)前步工序出現(xiàn)的細(xì)小紋線(xiàn)的修正磨削,磨削方法與上同.本工序要達(dá)到的目標(biāo)是磨削部分與工件未磨削部分的接縫基本消失,工件表面進(jìn)一步光亮,通過(guò)本工序磨削后的工件要基本接近鏡面效果。
貨進(jìn)出口情況|創(chuàng)新服務(wù)")
貨進(jìn)出口情況|創(chuàng)新服務(wù)")
