
- 材質
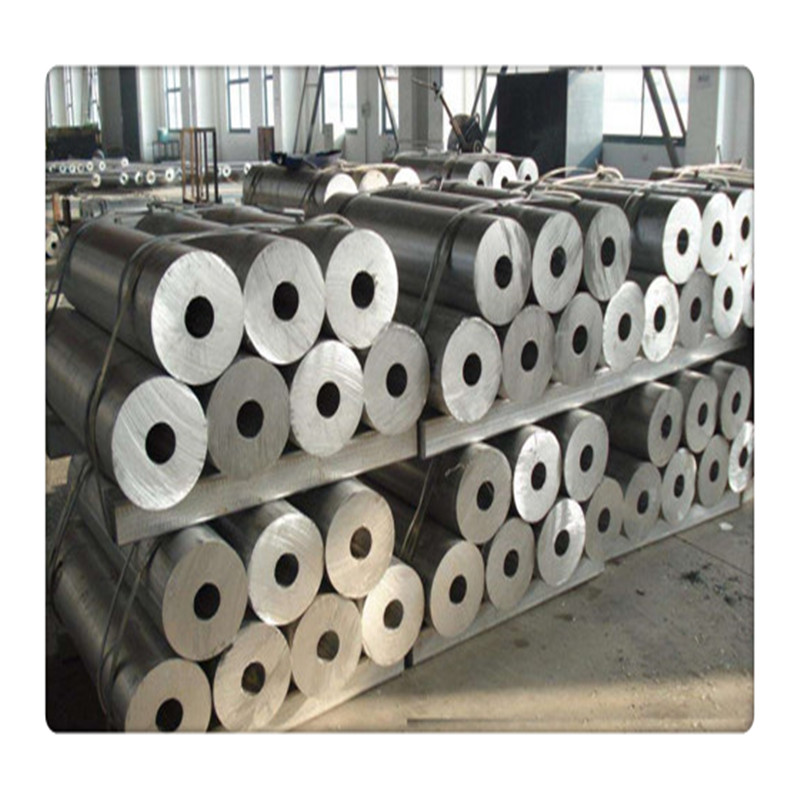
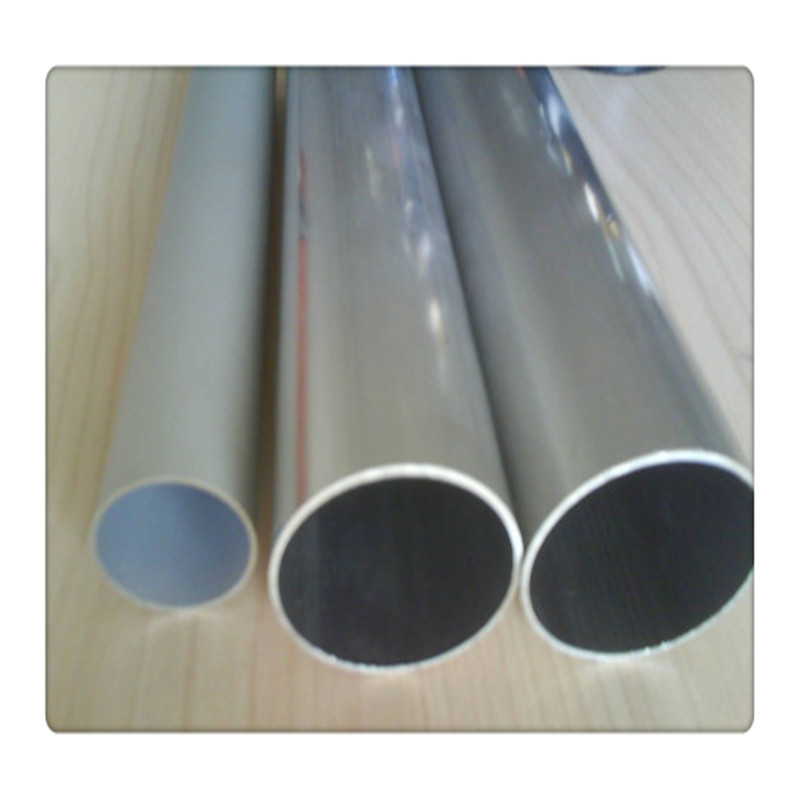
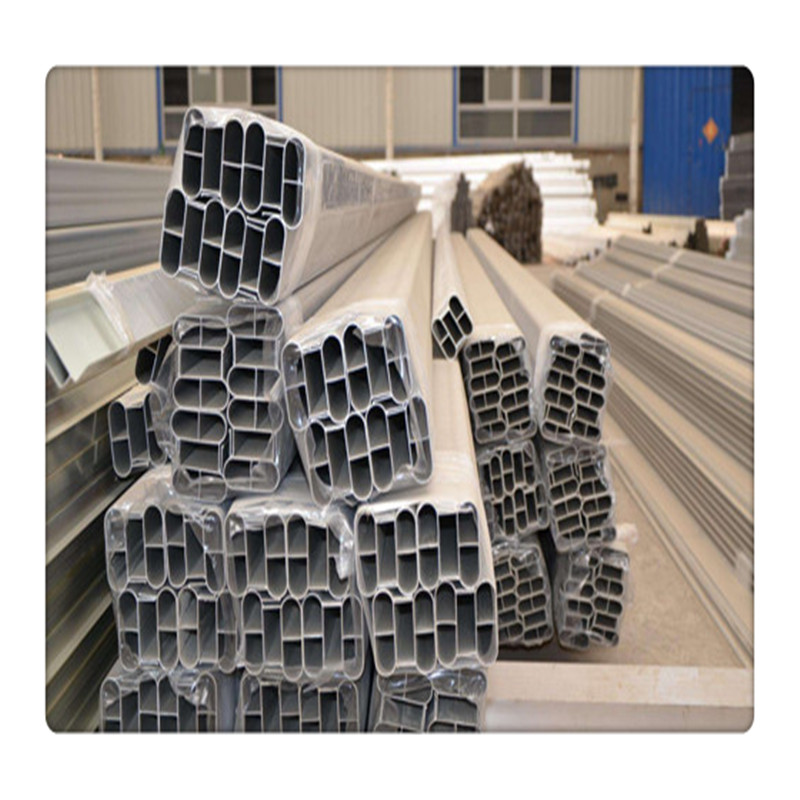
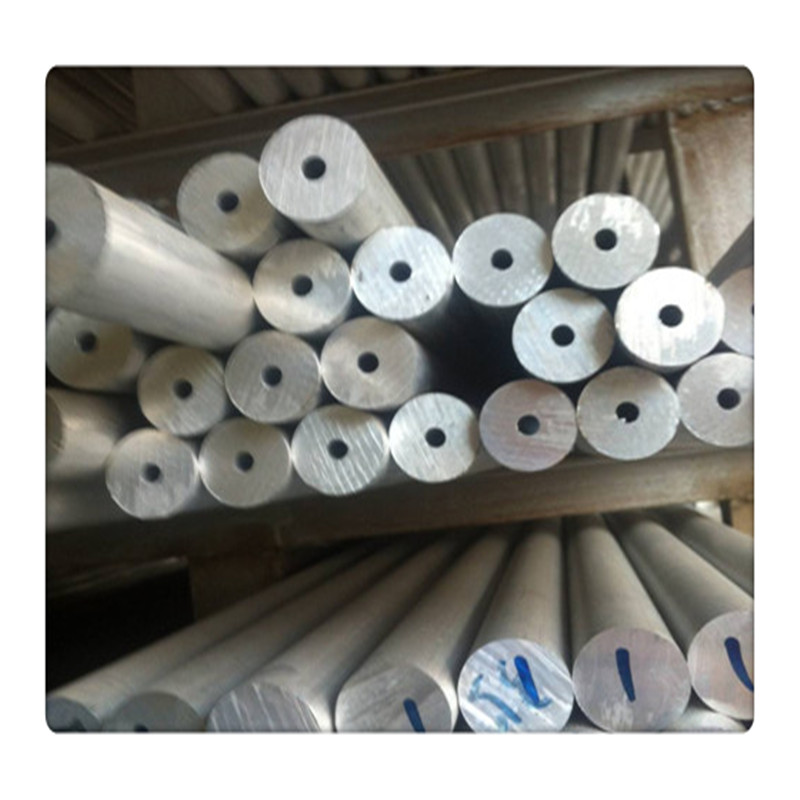
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是


如果表面光潔度不同,即使同樣加熱,其表面粗糙處和精細處的氧化皮也不相同。例如,在局部缺陷經過清理的地方和沒清理的地方,形成氧化皮的狀況不同,故引起酸洗后工件表面不均勻。
金屬的總傳熱系數除了取決于金屬的導熱系數外,還取決于其它因素。在大多數情況下,膜層散熱系數、銹皮和金屬的表面狀況。不銹鋼能保持表面整潔,因此它的傳熱性比其它導熱系數更高的金屬更好。聊城三得利不銹鋼提供八、不銹鋼板的技術標準 不銹鋼板耐蝕性、彎曲加工性能和焊接部位韌性、以及焊接部位的沖壓加工性能優良的高強度不銹鋼板及其制造方法。具體說是把含C:0.02%以下、N:0.02%以下、Cr:11%以上小于17%、適當含量的Si、Mn、P、S、Al、Ni,而且滿足12≤Cr Mo 1.5Si≤17、1≤Ni 30(C N) 0.5(Mn Cu)≤4、Cr 0.5(Ni Cu) 3.3Mo≥16.0、0.006≤C N≤0.030的不銹鋼板加熱到850~1250℃,然后進行以1℃/s以上的冷卻速度冷卻的熱處理。這樣可以成為含體積分數12%以上馬氏體的組織、730MPa以上的高強度、耐蝕性和彎曲加工性能、焊接熱影響區韌性優良的高強度不銹鋼板。再利用含Mo、B等,可以顯著提高焊接部位的沖壓加工性能。 氧氣加煤氣的火焰不能切割不銹鋼板是因為不銹鋼不易被氧化。 5CM厚的不銹鋼板要用特殊的切割工具加工,例如: (1)較大瓦數的Laser Cutting machine(鐳射切割機) (2)油壓鋸機 (3)磨碟 (4)人手鋸 (5)Wire Cutting machine (線切割機)。 (6)高壓水射流切割(專業水刀切割:上海信未) (7)等離子弧切割

建筑給水薄壁紫銅管設備的施工準備:1、建筑給水銅管施工人員應經專業培訓上崗。2、施工過程中應避免與酸、堿等對有腐蝕作用的介質、污物相接觸。3、管道在設備前應對管件協作公役進行細心檢查。管材、管道附件已按計劃懇求核對無誤,具有合格證及有關材料。4、管道在設備前應檢查其外觀和管口,有顯著傷痕的管道不得運用,變形管口運用專用東西整圓,受污染的管材、管件表里污垢及雜物應收拾潔凈。
建筑給水薄壁紫銅管設備之銅管調直:1、銅道的調直應先將管內充沙,然后用調直器進行調直;也可將充砂銅管放在平板或工作臺上,并在其上鋪放木墊板,再用橡皮錘、木錘或方木沿管身悄悄敲擊,逐段調直。2、調直過程中留心用力不能過大,不得使管子表面發生錘痕、凹坑、劃痕或粗糙的痕跡。調直后應將管內的殘砂等收拾潔凈。

焊接之前應徹底除掉有害于焊接的銹 、油、水份、油漆等,選定適合鋼種的焊條。點焊時間距比碳鋼點焊間距短,除掉焊渣時應使用不銹鋼刷。焊完以后,為了防止局部腐蝕或強度下降,應對表面進行研磨處理或清洗。 切斷以及沖壓:由于不銹鋼比一般材料強度高,所以沖壓以及剪切時需要更高的壓力,而刀與刀間隙正確時才能不發生切變不良和加工硬化, 采用等離子或激光切斷,當不得不采用氣割或電弧切斷時,對熱影響區進行研磨以及必要進行熱處理。 簿板可以折彎到180,但為了減少彎面的裂紋同半徑大小 2倍板厚的,厚板沿壓延方向時給2倍板厚半徑,與壓延垂直方向彎曲時給4倍板厚的半徑是有必要的,特別是在焊接時,為了防止加工開裂應對焊接區進行表面研磨。

不銹鋼焊管大家都不陌生,對它的機械性能可能不是很了解,就由我們為大家總結一下。沖擊韌度:沖擊韌度是評定金屬材料于動載荷下受沖擊抗力的力學性能指標,通常都是以大能量的一次沖擊值(αKU或αKV)作為標準的,它是采用一定尺寸和形狀的標準試樣,在擺錘式一次沖擊試驗機上來進行試驗。試驗結果,以沖斷試樣上所消耗的功(AKU或AKV)與斷面處橫截面積(F)之比值大小來衡量。沖擊吸收功:由于αK值的大小,不僅取決于材料本身,同時還隨試樣尺寸、形狀的改變及試驗溫度的不同而變化,因而αK值只是一個相對指標。國際直接采用沖擊吸收功AK作為沖擊韌度的指標。韌性:所謂韌性是指金屬材料在沖擊力(動力載荷)的作用下而不破壞的能力。韌性包括沖擊韌度,沖擊吸收功指數。
