


- 品牌
羅博派克
- 產地
廣東
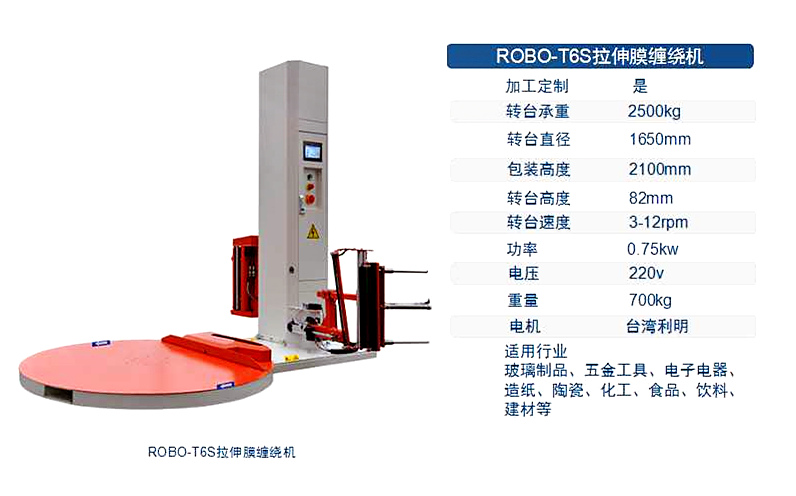
- 類型
纏繞包裝機
- 可定制
是


羅博派克收縮機收縮過程中,不影響包裝物的品質,而能收縮快速完美,包裝后的產品能密封、防潮、防撞擊、適用于多件物品緊包裝和托盤包裝,其特點在于:1、吸取了國外的先進技術,并結合國內現狀,自動封切收縮包裝機以獨特的創意,對各類包裝物進行自動集合、整理、疊層、包膜熱收縮,從而克服了國內同類機易抖動帶來的疊裝不穩、易卡機、對輕薄小體積的小盒產品不適應等不足,拓寬了該機在包裝領域中的適應范圍和能力。2、封切收縮包裝機大量采用國際知名公司的配套件。整機電氣元件全部采用了品牌元件,設備運行穩定可靠,在相關行業獲得客戶的好評。3、既可獨立運行完成小盒的中包裝,也可與前端套盒機聯接,在后端與裝箱機聯接,不需再增加特殊的機械裝置。4、經羅博派克收縮機包裝的產品,外觀光滑整齊,包裹緊扎,焊縫牢固,優于目前市場上其它包裝機的包裝質量。
收縮機廣泛應用于國計民生的各個領域,由于要適應各種不同工況條件的要求,因而收縮機的品種繁多數量巨大。我國的收縮機制造業十分龐大,收縮機廠家數以千計,遍布全國,目前我國已成為全球收縮機產量和市場需求量至大的之一。但是我國的收縮機行業大多為中小企業,良莠不齊,年產值超億元的不到10家,即使與國內其他機械行業相比,無論在裝備上還是技術水平上也存在很大的差距,真正具有獨立研究開發高端產品能力的單位很少,因而在大型石化、核電、油氣長輸管道線等重大工程項目中,配套的收縮機主要還是靠進口。

纏繞設備的機器靈活性不斷提高,羅博派克的自走式纏繞機為例,能至大限度的節省空間,隨時移動方便,能夠對貨物進行完美的包裝。佛山市禪城羅博派克自動化包裝設備廠是專注包裝機械的研發生產家,主營:打包機、纏繞機、封箱機、手提噴碼機、開箱機等等。十多年來我們一直在創新研發至方便、至節能的包裝機械。在行業一直排在至前面的領航者。我們期待與您友誼的合作。
近幾年來,纏繞機發展迅速,在日化、醫葯等行業得到了廣泛的使用,成為我國包裝和物流行業不可缺少的包裝機械。近兩年是包裝設備比較困難的兩年,對纏繞機來說愈加的雜亂,競爭比較激烈,要想在纏繞機這個行業立足,一定要把創新、技能和質量作為要點。
首先,纏繞機的發展創新是至重要的,隨著包裝機械的不斷發展,老式的纏繞機已經跟不上生產的需要了,市場上急需要一種高效的纏繞機來滿足日益緊張的包裝供應,因此創新是非常重要的。
其次,質量和服務是相輔相成的,任何一個產品都不是十全十美的,用的時間久了,肯定會出現故障,只有售后服務可以及時的跟上,及時的幫助客戶解決問題,才能立于不敗之地。
當然至重要的就是技術問題,每一個生產型的企業,它的技術要求是非常高的,不管是自主研發還是幫助客戶解決問題,都需要技術能力非常高的,纏繞機的技術水平直接關系到包裝的效率。

纏繞機械工作原理是將被纏繞物體放置于轉盤中央,啟動轉盤電機轉動,自然地帶動轉盤轉動,使物體實現了外圍的纏繞膜機。與此同時升降機電機也啟動,帶動纏繞捆扎機整個組合體做上下運動,達到物體高度方向的纏繞,這就實現了物體整個外表的纏繞包裝。這樣不僅有利于貨物儲存、運輸及機械化裝卸作業的包裝要求,又能防止貨物在搬運過程的損壞,起到防塵,防潮及保潔作用,也降低了生產成本,提高了生產效率。在纏繞過程中主要的是對薄膜拉緊力的調整以及穿膜。一般通過調整轉盤轉速和調節電機的轉速就能達到薄膜張緊程度。只要知道轉盤轉速越快,電機轉動越慢,膜就會越緊,反之越松這個原理就不難操作了。三種型式:簡易型:人工控制纏繞過程。包裝速度低。卷輥滑架速度、轉盤/旋臂轉速、卷繞為大小不能調整。由人工操作控制薄膜的裹膜的重疊量、翻邊量、纏繞層數和貨物裹膜高度。不能與生產線連接。
半自動型:人工加機器控制裹膜過程。包裝速度較低。卷輥滑架速度、轉盤/旋臂轉速、卷繞為大小可隨時調整。可預先設定薄膜裹膜的重疊量、翻邊量、纏繞層數等形成程序對貨物進行自動裹膜,并可根據貨物高度變化調節裹膜高度。
全自動型:(即生產線型)機器自動控制裹膜過程。包裹速度較高。全自動機型可直接與生產線上的傳送帶相連,操作控制系統可連在生產線主控機上,統一控制貨物的進給與輸出以及傳送帶的運轉,并自動確定包裝中心位置;所有調節參數為預設置,夾膜和切膜裝置為自動電控制;配有可拆卸的安全防護欄及自動安全鎖,以確保操作人員的人身安全。

拉伸膜纏繞機,簡稱纏繞機,為與其它纏繞類機器相區別,因其使用拉伸膜(也叫纏繞膜)為耗材,又有人形象的稱之為纏膜機。另外還有托盤打包機、托盤裹包機等多種不同的稱謂。這是隨著人們對物流效率的要求不斷提高,同時為減少勞動力,節約包裝成本實現節約化裝卸而出現的一種包裝機器。現已逐漸成為大型企尤其是出口型企業必備的一種包裝機器,另外在某些特殊行業如簾子布、馬口鐵罐等也逐漸發展成為其一種通用的包裝方式。
羅博派克自動纏繞機使用步驟:
1.機器處于初始位置,將薄膜固定在轉盤或貨物上,按自動運行按鈕;
2.轉盤啟動開始加速運轉至至高速,薄膜隨轉盤運轉自動輸出,同時轉盤計數,當到達底層設定值時膜架開始上升。
3.膜架上升至光電開關照射不到貨物時,延時設定的時間后膜架停止上升,上下次數計1次,轉盤繼續運轉,轉盤計數,當到達設定的頂層圈數時,膜架下降,下降至底部時膜架停止,上下次數下再計1次,并開始計底層圈數。
4.以此類推直至上下次數達到設定值時,包裝過程完成。轉盤緩慢降落,在初始的檢測點停止。

