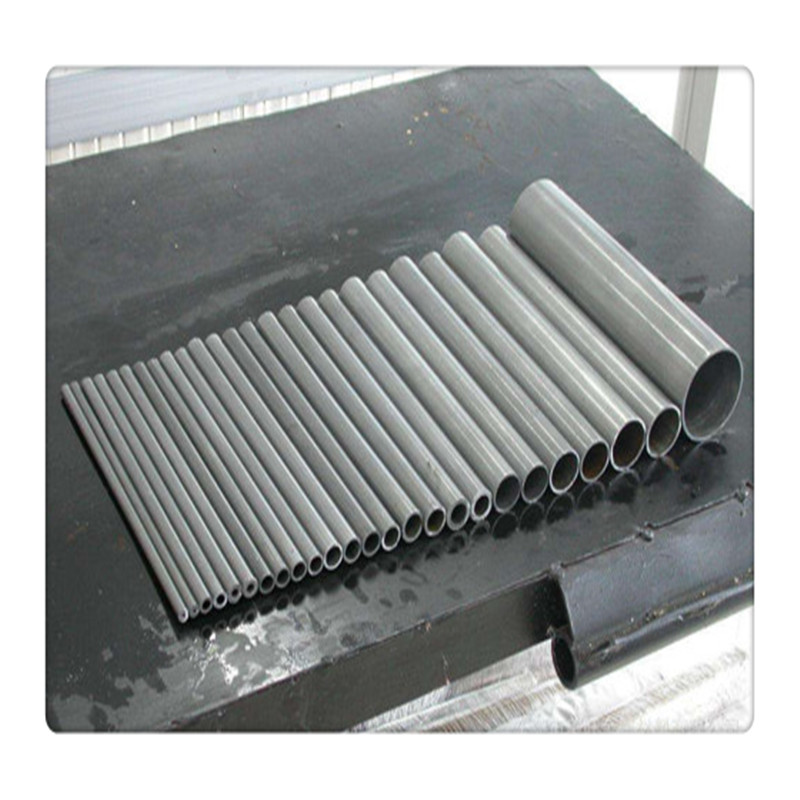



- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是






今天我們來為大家介紹一下關于換輥時應掌握的軋輥調節的操作方法。首先我們需要更換無錫不銹鋼焊管規格,一般都對整套軋輥進行更換。對于軋輥調節的步驟為:先用鋼絲從機組入口到出口拉一條中心線,進行調整,使各架孔型在一條中心線上,并使成型底線符合技術要求。當按照要求將軋輥更換之后,為了確保不銹鋼焊管的焊接質量,同時需要對成型輥、導向輥、擠壓輥、定徑輥進行一次全面的調節,然后重點對成型輥的封閉孔型、導向輥、擠壓輥調節。其中導向輥的作用是控制不銹鋼焊管的管縫方向和管坯底線高度,邊緣延伸,控制管坯邊緣回彈,保證管縫平直而不扭轉進入擠壓輥。總之,在不銹鋼焊管焊接過程中,焊接機組慢慢運行期間,工作人員需要密切注意各部位軋輥的轉動情況,隨時調節軋輥,以確保無錫不銹鋼焊管的焊接質量和工藝尺寸符合規定的要求。

人為因素操的責任性,對技術熟練程度和操作的規范性,是高涂裝效果的關鍵。因此,要加強對操的培訓和讓操涂裝技術的原理和要點,加強責任性,嚴格按操作規程進行操作,以保證高的涂裝產品。
在鋁板帶生產中,因為設備或者人員操作失誤等原因容易出現問題,這里鋁業就常見問題總結如下,希望生產部門能夠該問題。油污是問題中作為常見的:油污是指軋制后鋁梢表面帶油過多.且帶上了除軋制油膜以外的多余的油,在分切生產及成品檢查中可見的表面帶油。
這些油主要是由輥頸處或軋機出口上、下方甩、濺、滴在箱面上以及軋機清輥器出現異常、軋機測厚頭滴油等造成,且往往較臟成分復雜。這種油污將給鋁卷表面帶來危害較大:一是由于鋁卷成品多數作為裝飾或包裝材料,必須有一個潔凈的表面;二是其厚度薄,在后續的退火時易形成泡狀,而且由于油量較多在該處形成過多的殘留物而影響使用。
油污缺陷多少是評價鋁箔的一項很重要指標。解決:在生產以前嚴格檢查生產設備,如果一旦發現設備中油污過多要及時清洗并且查找原因,同時對生產產品進行板面清洗加工,如果清洗不掉的產品做報廢處理,有油污的產品禁止入庫及流入市場。

磷脫氧銅管的工藝優勢:
熔煉與鑄造工藝優勢:使用工頻有芯感應電爐熔煉。高溫下純銅吸氣性強,熔煉時應盡量減少氣體來源,并使用經煅燒過的木炭作熔劑,也可用磷做脫氧劑,澆鑄過程在氮氣保護或覆蓋煙灰下進行,鑄造溫度為1150-1180℃。
成形性能優勢:有優良的冷、熱加工性能,可以進行精沖、拉伸、墩鉚、擠壓、深沖、彎曲和旋壓等。熱加工溫度為800-900℃。
焊接性能優勢:易于熔釬焊、氣體保護焊但不宜進行電阻對縫焊。
可切削性(HPb63-3的切削性為100%)/%:20
熔煉與鑄造工藝優勢:使用公頻有芯感應電爐熔煉,原料選用Wcu>99.97%及Wzn
成形性能優勢:有極好的冷、熱加工性能,能用各種傳統的加工工藝加工,如拉伸、壓延、擠壓、彎曲、沖壓、剪切、鐓煅、旋煅、滾花、纏繞、旋壓、螺紋軋制等。可鍛性幾好,為鍛造黃銅的65%,熱加工溫度為800-900℃。
焊接性能優勢:易于熔焊、釬焊、氣體保護焊但不宜進行金屬弧焊和大多數電阻焊
可切削性(HPb63-3的切削性為100%)/%:20

