



- 材質(zhì)
304 316 316L 321 304H 06CR13等材質(zhì)
- 產(chǎn)地
齊全
- 規(guī)格
齊全
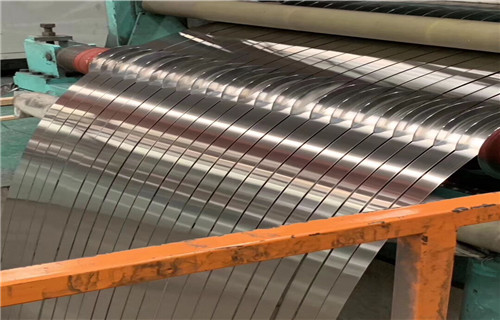
- 類型
開平板 卷
- 可定制
是
- 是否現(xiàn)貨
現(xiàn)貨
格全 可切割價(jià)格全新報(bào)價(jià)")
格全 可切割價(jià)格全新報(bào)價(jià)")
格全 可切割價(jià)格全新報(bào)價(jià)")
格全 可切割價(jià)格全新報(bào)價(jià)")
格全 可切割價(jià)格全新報(bào)價(jià)")
大口徑鋼管是外徑1000MM以上的鋼管,大口徑無縫鋼管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。鏈?zhǔn)嚼浯病_^去多采用結(jié)構(gòu)簡單的鏈?zhǔn)嚼浯玻浣Y(jié)構(gòu)簡單、造價(jià)低。但因其易產(chǎn)生鏈條錯(cuò)位而使大口徑鋼管彎曲,以及從輸人輥道至冷床人口處不能自由收集大口徑鋼管,故現(xiàn)已很少采用。步進(jìn)式冷床。這種冷床是由步進(jìn)梁和固定梁組成的。被冷卻大口徑鋼管由步進(jìn)梁托起,向前移動(dòng)一定距離后再放人固定梁的齒溝中。適當(dāng)調(diào)整齒條的行程,可使大口徑鋼管每步進(jìn)一下就滾動(dòng)兩次,達(dá)到矯直大口徑鋼管的作用。目前新建的軋管機(jī)組,幾乎都采用步進(jìn)齒條式冷床。螺旋式冷床。這種冷床是靠螺旋桿上的螺旋線推動(dòng)冷床上的大口徑鋼管向前移動(dòng)進(jìn)行冷卻的。隨著螺旋桿的轉(zhuǎn)動(dòng),大口徑鋼管除了向前的推力外,還受到一個(gè)側(cè)向推力,因而,一邊前進(jìn)一邊橫移,只是向前進(jìn)。
格全 可切割價(jià)格全新報(bào)價(jià)")
冷加工變形抗力大,在使金屬成形的同時(shí),可以利用加工硬化工件的硬度和強(qiáng)度。冷加工適于加工截面尺寸小,加工尺寸和表面粗糙度要求較高的金屬零件。熱加工,在高于再結(jié)晶溫度的條件下使金屬材料同時(shí)產(chǎn)生塑性變形和再結(jié)晶的加工。
熱加工通常包括鑄造、熱扎、鍛造和金屬熱處理等工藝,有時(shí)也將焊接、熱切割、熱噴涂等工藝包括在內(nèi)。熱加工能使金屬零件在成形的同時(shí)它的組織,或者使已成形的零件改變結(jié)晶狀態(tài)以零件的機(jī)械性能。對(duì)于低熔點(diǎn)的金屬材料,如鉛、鋅、錫等,其再結(jié)晶溫度低,在室溫下對(duì)它們進(jìn)行的塑性加工,也屬于熱加工。
冷軋板:強(qiáng)度高\(yùn)硬度高,加工相對(duì)困難些,但是不易變形,表面光潔度高,一般為薄板,可以作為沖壓用板;由于有一定程度的加工硬化,韌性低,但能達(dá)到的屈強(qiáng)比,用來冷彎彈等零件,同時(shí)由于屈服點(diǎn)較靠近抗拉強(qiáng)度,所以使用中對(duì)危險(xiǎn)沒有預(yù)見性,在載荷超過許用載荷時(shí)容易發(fā)生事故。
熱軋板硬度低,加工容易,延展性能好,強(qiáng)度相對(duì)較低,表面差點(diǎn)(有氧化\光潔度低),但塑性好,一般為中厚板,熱軋鋼板,機(jī)械性能遠(yuǎn)不及冷加工,也次于鍛造加工,但有的韌性和延展性。大部分冷軋鋼板厚度在5mm以下。
格全 可切割價(jià)格全新報(bào)價(jià)")
無縫管內(nèi)外表面不得有裂縫、折疊、龜裂、裂紋、軋折、離層和結(jié)疤缺陷存在,這些缺陷應(yīng)完全清除掉(供機(jī)械加工用管除外),清除后不得使壁厚和外徑超過負(fù)偏差。凡不超過允許負(fù)偏差的其他輕微表面缺陷可不清除。直道允許深度。熱軋、熱擠壓無縫管、直徑小于和等于140mm的不大于公稱壁厚的5%, 深度不大于0.5mm;冷拔(軋)無縫管不大于公稱壁厚的4%, 深度不大于0.3mm。
熱軋(擠壓不銹鋼無縫管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(yàn)(或探傷)→標(biāo)記→入庫。軋制不銹鋼不銹鋼不銹鋼不銹鋼無縫管的原料是圓管坯,圓管胚要經(jīng)過切割機(jī)的切割加工成長度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問題.圓管坯出爐后要經(jīng)過壓力穿孔機(jī)進(jìn)行穿空。一般較常見的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成無縫管。無縫管內(nèi)徑由定徑機(jī)鉆頭的外徑長度來確定。無縫管經(jīng)定徑后,進(jìn)入冷卻塔中,通過噴水冷卻,無縫管經(jīng)冷卻后,就要被矯直。
格全 可切割價(jià)格全新報(bào)價(jià)")
鋁板構(gòu)件變形矯正原理及常用矯正的原理就是通過外力或局部加熱,使得較長的纖維縮短,較短的纖維伸長,后使得各層的纖維長度趨于一致,或達(dá)到我們要求的纖維長度,從而變形或使變形到規(guī)定的范圍之內(nèi)。
如剪切中產(chǎn)生的剪切應(yīng)力、熱切割中冷縮產(chǎn)生的收縮應(yīng)力等。焊接中產(chǎn)生的變形主要原因是焊縫周圍產(chǎn)生的橫向和縱向收縮應(yīng)力,通常稱為焊接應(yīng)力引起的變形。各種矯正在現(xiàn)場使用中要根據(jù)其構(gòu)件結(jié)構(gòu)特點(diǎn)、變形形式、工件大小等不同情況做相應(yīng)的選擇,必要時(shí)還需采取多種矯正形式相結(jié)合的綜合矯。
其中火焰矯正是應(yīng)用為廣泛的一種,其對(duì)于大型構(gòu)件和自身強(qiáng)度較大構(gòu)件的變形矯正效果好,但火焰矯正也是一門較難的矯正,如加熱位置、溫度控制、冷卻不當(dāng)還會(huì)造成構(gòu)件新的更大變形,甚至產(chǎn)品的報(bào)廢。
因此,火焰矯正作業(yè)人員除要有豐富的實(shí)踐外,還需鋁板的熱處理性能。鋁合金構(gòu)件變形矯正機(jī)械矯正鋁板型材和8mm以上厚板常見的矯正設(shè)備是壓力機(jī)。一般來說,板材越厚越容易矯平,越薄的板材矯正起來越困難。
格全 可切割價(jià)格全新報(bào)價(jià)")
