

- 材質
304 316 316L 321 304H 06CR13等材質
- 產地
齊全
- 規格
齊全
- 類型
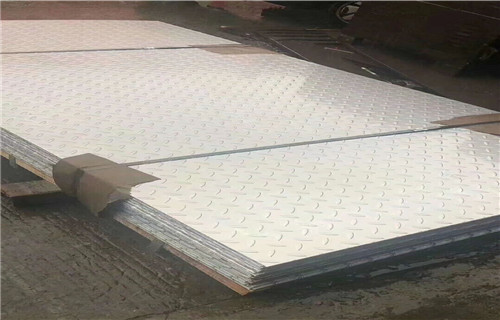
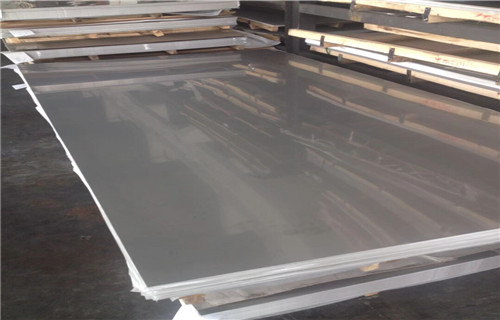
開平板 卷
- 可定制
是
- 是否現貨
現貨



建筑給水薄壁紫銅管設備之焊接:1、管道聯接前應再次供認管材、管件的規范規范是不是滿足聯接懇求。為保證焊接質量,選用含2%銀的銅焊條。2、根據計劃圖紙現場實測配管長度,下料應準確。切開可用旋轉式切管器或每厘米不少于13齒的鋼鋸或電鋸垂直切開,切開后應去掉管口表里毛刺并整圓。3、釬焊強度小,一般焊口選用搭接方法。搭接長度為管壁厚度的6~8倍,管道的外徑D小于等于28㎜時,搭接長度為(1.2~1.5)D(㎜)。4、焊接前應對焊接處銅管外壁和管件內壁用細砂紙、鋼毛刷或含其它磨料的布砂紙擦磨,去掉表面氧化物,使管端不太毛,也不太光。5、焊接過程中,焊槍應根據管徑大小選用妥當,聯接處的承口及焊條應加熱均勻。焊接時,不得出現過熱現象,焊料滲滿焊縫后應立即間斷加熱,并保持靜止,天然冷卻。6、銅管與銅合金管件或銅合金管件與銅合金管件間焊接時,應在銅合金管件焊接處運用助焊劑,并在焊接完成后,根除管道外壁的剩下熔劑。7、覆塑銅管焊接時應剝出長度不小于200㎜裸銅管,并在兩頭環繞濕布,焊接完成后康復覆塑層。8、釬焊后的管件,有必要在8小時內進行清潔,除掉殘留的熔劑和熔渣。常用煮沸的含10~15%的明礬水溶液或含10%檸檬酸水溶液涂刷接頭處,然后用水沖刷擦干。9、焊接設備時應盡量避免倒立焊。

黃銅管的優勢:(1)無氧銅管的優勢:無氧銅管具有高純度、優良的導電性、導熱性、冷熱加工性能和良好的焊接性能,無“氫病”或極少“氫病”。(2)純銅管的優勢:T2紫銅管的優勢:含微量雜質和氧,具有高的導電、導熱性,良好的耐腐蝕性和加工性能。T3紫銅管的優勢:含氧和雜質較多,具有較好的導電、導熱、耐腐濁性和加工性能。(3)磷脫氧銅管的優勢:工藝性能好,焊接性能好,冷彎性能好,普通無“氫病”,可在復原氛圍中運用,但不能在氧化氛圍中加工運用。紫銅管的工藝優勢:1、純銅管的工藝優勢:熔煉與鑄造工藝優勢:采用反射爐熔或工頻有芯感應爐熔煉;采用銅模或鐵模澆鑄,熔煉過程中應盡可能減少氣體來源,并運用經煅燒過的木炭作熔劑,也可用磷作脫氧劑。澆鑄過程在氮氣維護或掩蓋煙灰下停止,倡議鑄造溫度為1150-1230℃,線收縮率為2.1%.成形性能優勢:有極好的冷、熱加工性能,能用各種傳統的加工工藝加工,如拉伸、壓延、深沖、彎曲、精壓和旋壓等。熱加工時應控制加熱介質氛圍,使呈微氧化性。熱加工溫度為800-950℃。焊接性能優勢:易于錫焊、銅焊,也能停止氣體維護焊、閃光焊、電子束焊和氣焊,但不宜停止接觸點對焊和埋弧焊。可切削性(HPb63-3的切削性為100%)/%:

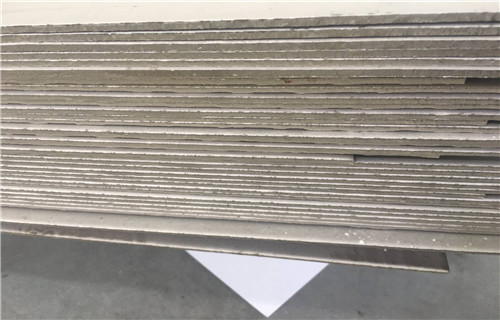
不銹鋼無縫管磁粉檢測或滲透檢測可有效的發現表面裂紋、折疊、重皮、發紋、針孔等表面缺陷。對于鐵磁性材料、應優先采用磁粉檢測法,因其具有較高的檢測靈敏度;對于非鐵磁性材料,如不銹鋼不銹鋼無縫管,則采用滲透檢測法。不銹鋼無縫管當兩端預留切除余量較少時,由于檢測裝置的結構原因,兩端頭有時得不到有效的檢測,而端頭是有可能存在裂紋或其他缺陷的部位。如果端頭存在有潛在的裂紋傾向,安裝時的焊接熱影響也有可能使潛在的裂紋擴展。因此,也應注意對焊后不銹鋼無縫管一定區域的檢測,及時發現無縫管端頭缺陷的擴展。
在大家的印象中一提到不銹鋼無縫管或者是看到不銹鋼無縫管,下意識里都會覺得不銹鋼無縫管沉甸甸的特別沉重。可是事實上不銹鋼無縫管雖然不是很輕巧,但是也并沒有那么沉重。因為不銹鋼無縫管是一種具有中空截面,周邊沒有接縫的長條鋼材。不銹鋼無縫管作為一種經濟型的使用鋼材,他的管道的內部并不是實心鑄造的,在不銹鋼無縫管的內部,有著一部分是中高空的。這也就是說,原本是鋼材的一些地方,變成了中空的截面。這肯定會讓管道,自身的重量減輕不少。

利用焊劑進行焊接的工藝有手工焊,帶焊劑芯電弧焊和埋弧焊,這些焊接工藝都會在表面留下細小的焊劑顆粒,普通的清理方法無法將它們清除掉。這此顆粒將是縫隙腐蝕的腐蝕源,必須采用機械清理方法去除這些殘留焊劑。
焊接缺陷如:咬邊、未焊透、密集氣孔和裂紋不僅降低接頭的牢固性,而且還會成為縫隙腐蝕的腐蝕源。改善這種結果進行清理操作時,它們還會夾帶固體顆粒。這些缺陷可通過重新焊接或修磨后重焊進行修補。
撕掉膠帶和保護紙時,粘合劑總有一部分殘留在不銹鋼表面。如果粘全劑還沒硬,可以用有機熔劑去除。但是,當曝露在光和/或空氣中時,粘全劑變硬,形成縫隙腐蝕的腐蝕源。然后需要用細磨料進行機械清理

