
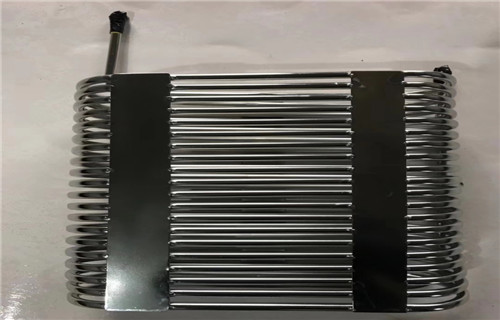





不銹鋼材料在進行加工的時候,需要進行不同的拋光處理,現在,很多的加工廠材料的不銹鋼板材加工的三種拋光的方法!不銹鋼型材都是經過特殊的加工之后而成的,所以才會耐用,光滑、防腐等等特點! 那么一般不銹鋼型材的三種拋光的方法主要是:光亮度高其缺陷是勞動強度大,污染嚴峻,并且雜亂零件無法不銹鋼板材加工,并且其光澤不能共同,機械拋光:加工后零件的整平性好。光澤堅持時刻不長,發悶、生銹。比擬合適加工簡略件,中、小產物。 化學拋光:加工設備出資少,雜亂件能拋, 速度快,效率高,防腐性好。其缺陷是光亮度差,有氣體溢出,需求通風設備,加溫艱難。合適加工小批量雜亂件及小零件光亮度需求不高的產物。 電化學拋光:鏡面光澤堅持長,工藝安穩,污染少,利息低,防腐性好。合適批量生產,首要應用于高級產物,進口產物,有公役產物,其加工工藝安穩,操作簡略。

二)、槽液的要求及控制:
1、槽液的成份及工藝條件:
CrO3: 240-260g/l
H2SO4: 2.4-3.0g/l
Cr3+: 2.2-2.8g/l
溫度: 50-55℃
陰極電流密度: 25-35A/dm2
S陰極面積:S陽極面積 1:2.5-3
2、每周對槽液進行兩次分析,控制槽液在工藝范圍內。
3、根據化驗結果補加材料,要求溶解好后加入鍍槽中,并做好記錄。
三)、設備的要求:
1、電源:對直流電源應發揮其應有效率,一般的利用率不低于65%、不高于85%。波紋系數不高于5%。
2、銅排、陰陽極桿應根據電源的要求配制,以免在生產過程中發熱,損失電能,使電流不能有效輸出。
3、陽極:陽極面積應是陰極的2.5-3倍,在實際生產中以掛滿為標準。
4、掛具:掛具應根據產品的不同而設計,總的原則是導電好。
5、槽體:溶液體積大一點,成份變化小,同時可適應大工件操作。
四)、操作要求:
1、做好半成品毛坯的檢查,對不合格的毛坯能修復的做好修復工作,不能修復的另行處理。
2、經檢驗合格的毛坯按公差大小分類,轉入下一道工序。
3、按電鍍硬鉻的工藝流程進行操作。
五)、電鍍注意事項:
1、毛坯前處理應干凈。
2、毛坯在槽液中預熱應充分,工件溫度應接近槽液溫度。
3、電鍍過程中溫度變化應控制在±2℃范圍內。
4、鍍鉻零件進入槽液內離液面不應低于50mm。
設備功能:
觸摸屏控制方式;
時時參數曲線實時顯示電壓、電流隨時間變化的曲線;
帶程序存貯功能,電壓、電流、溫度時時顯示;
可與電腦通訊,數據可輸出保存,可與打印機連接通訊輸出;
帶恒溫槽,加熱方式熱電制冷,帶磁力攪拌,帶溫度檢測;
穩壓穩流自動切換;
可與電腦連機通訊、進行數據保存;
中試型電化學拋光設備
適合于工件放大加工生產的情況,也可適用于電解拋光加工數量較少的客戶使用;設備占地小,使用方便,操作簡單,投資小。
設備功能:
觸摸屏控制方式;
時時參數曲線實時顯示電壓、電流隨時間變化的曲線;
帶程序存貯功能,電壓、電流、溫度時時顯示;
可與電腦通訊,數據可輸出保存,可與打印機連接通訊輸出;
帶恒溫槽,加熱方式熱電制冷,帶磁力攪拌,帶溫度檢測;
穩壓穩流自動切換;
可與電腦連機通訊、進行數據保存;
中試型電化學拋光設備
適合于工件放大加工生產的情況,也可適用于電解拋光加工數量較少的客戶使用;設備占地小,使用方便,操作簡單,投資小。
酸洗是去除堿蝕后表面的污漬掛灰,以獲得比較潔凈的表面。同時中和殘留的堿性溶液與鋁件表面化學反應的作用。
拋光有兩種,一種是電解拋光、一種是化學拋光。電解拋光是利用電流的作用,使鋁合金發生電化學反應,在鋁合金表面凹凸不平的部分發生不同程度的深解,使鋁件表面產生光滑的鏡面效果。電解拋光的鋁件,經過后續的陽極氧化處理仍能保持大部分光澤。鋁片的純度越高得到的反射率越高;化學拋光是通過鋁與化學拋光液發生的化學離子反應,對樣品表面凹凸不平區域的選擇性溶解作用來消除磨痕、浸蝕整平。
陽極氧化就是在外加電流的作用下,在陽極上發生氧化,形成一層氧化膜的過程。
水洗是陽極氧化之后,氧化膜的膜孔中殘留有硫酸溶液,因此,染色之前必須將鋁制品徹底清洗干凈。避免給染色槽帶人雜質離子,尤其是磷酸根離子、氟離子等,在染色槽之前設立純水清洗,并且要對水質進行。
著色是采用化學浸漬法,通常認為是既有物理吸附也包括有機染料官能團與氧化鋁發生的絡合反應。
封孔處理是陽極氧化不可缺少的一部分,在氧化染色后,唯有進行封孔處理才能保證染色膜的原有顏色。封孔工藝可以有多種,蒸氣封孔、熱水封孔、中溫封孔都是不錯的選擇,部分染料還可以選擇冷封孔工藝。氧化膜的表面是多孔的,在這些孔隙中可吸附染料,也可吸附結晶水.由于吸附性強,如不及時處理,也可能吸附雜質而被污染,所以要及時進行填充處理,從而提高多孔膜的強度等性能.封閉處理的方法很多,如沸水法、高壓蒸氣法,浸漬金屬鹽法和填充有機物(油,合成樹脂)等。
