
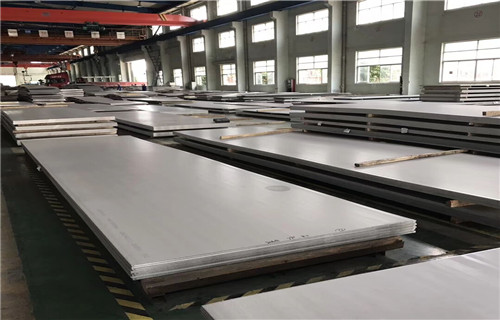



- 材質(zhì)
304 316 316L 321 304H 06CR13等材質(zhì)
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
開平板 卷
- 可定制
是
- 是否現(xiàn)貨
現(xiàn)貨
格全 可切割定制定做")
格全 可切割定制定做")
紫銅管作為制冷工程管材設(shè)備前的清潔:
1、制冷銅管道在設(shè)備前有必要進(jìn)行除銹、清潔和單調(diào),管內(nèi)要清潔且不能有水分。
2、對(duì)于銅管和灌砂煤制的彎管,運(yùn)用吹洗的方法將管腔清潔潔凈。
3、吸氣管設(shè)備在排氣管下面(同架敷設(shè)),平行管道之間凈距為200~25Omm。壓縮機(jī)的吸氣管和排氣管的配管,規(guī)范要準(zhǔn)確。管道支架要健壯,以承受壓縮機(jī)工作時(shí)的振動(dòng);制冷管道穿過墻面、樓板,應(yīng)裝套管,套管與管道的空地用不燃柔性材料填塞。
4、為避免發(fā)生"冷橋"現(xiàn)象,減少冷量丟掉,有保冷層的低溫管段,在支架、吊架處應(yīng)墊襯經(jīng)防腐處理、厚度與保冷層持平的木塊,銅管管道穿過套管時(shí),保冷層也不應(yīng)間斷,故應(yīng)選用較大直徑的套管。
格全 可切割定制定做")
在眾多高品質(zhì)的管道材料中,不銹鋼無縫管是為值得一提的一種,這種類型的管道材料不但具有鮮明的市場(chǎng)優(yōu)勢(shì),同時(shí),能夠被應(yīng)用的領(lǐng)域也是非常多的。這種典型的中空截面管道材料,不但能運(yùn)輸各種流體,同時(shí),還能作為運(yùn)輸石油和天然氣的介質(zhì),總體上看,這類型管道材料的優(yōu)勢(shì)是非常明顯的,也正是因?yàn)槿绱耍讳P鋼無縫管的市場(chǎng)占有率才會(huì)不斷加大,成為一種兼具實(shí)用性與集約性的管道材料。從更為長遠(yuǎn)的角度來看,不銹鋼無縫管的未來發(fā)展空間也是很好的,因?yàn)檫m用的方向很廣,所以,不銹鋼無縫管的未來發(fā)展趨勢(shì)可謂是一片大好,不但在多個(gè)領(lǐng)域中得到了認(rèn)可,同時(shí),不銹鋼無縫管的性價(jià)比也是很高的,真是因?yàn)槎喾矫娴膬?yōu)勢(shì),才讓這種管道材料能夠擁有如此高的市場(chǎng)價(jià)值,獲得更好的發(fā)展機(jī)會(huì)。
現(xiàn)在生產(chǎn)的不銹鋼無縫管,多是采用的熱軋技術(shù),因?yàn)闇囟雀撸?格全 可切割定制定做")
黃銅管力學(xué)性能,見下表:銅業(yè)學(xué)問:黃銅管力學(xué)性能,
黃銅管焊接留意事項(xiàng):1、焊接過程中,一直堅(jiān)持火焰蓋住接點(diǎn),以免空氣進(jìn)入;2、助焊劑會(huì)被焊干,水分在100℃會(huì)蒸發(fā),助焊劑變成乳白色;3、助焊劑在316℃時(shí)會(huì)起泡;4、助焊劑在427℃時(shí)成為糊狀;5、助焊劑在593℃時(shí)變成流體,接近銅焊溫度;6、含銀35%-40%之焊料在604℃時(shí)凝結(jié),在618℃時(shí)活動(dòng);7、留意被焊二工件都要用焊槍加熱;8、經(jīng)火焰顏色能夠察看溫度能否適宜,溫度到達(dá)銅焊溫度時(shí),火焰呈現(xiàn)綠蔭,到達(dá)銀焊溫度綠色火焰表示溫度適合;9、銅管和鋼管相互焊接,首先要加熱銅管(由于銅管傳熱快,需求的熱量多);10、銅焊過程,焊槍不要一直停在一點(diǎn),可作8字形挪動(dòng);11、引薦運(yùn)用大號(hào)焊槍,如此能夠用溫和火焰求大熱量而不呈現(xiàn)超壓或“吹風(fēng)”, 在內(nèi)部錐形火焰上稍有羽輝。
格全 可切割定制定做")
雖然對(duì)于槽體加熱管材料的選擇不是工藝設(shè)計(jì)的內(nèi)容,如果不予提醒,可能會(huì)造成設(shè)備設(shè)計(jì)人員的疏忽。對(duì)于硫酸、鹽酸酸洗時(shí),其槽體材料只能選用玻璃鋼、花崗巖、塑料,加熱管只能選用鉛銻合金管、陶瓷管,而不能選用不銹鋼材料。如果是采用磷酸酸洗,其槽體及加熱管材料均可選用不銹鋼材料,當(dāng)然玻璃鋼、塑料、花崗巖均可。對(duì)于易形成死角存水的方矩管,必須選擇適當(dāng)?shù)奈恢勉@好工藝孔,保證水能在較短的時(shí)間內(nèi)充分流盡。否則會(huì)造成串槽或者要在空中長時(shí)間瀝干,產(chǎn)生二次生銹,影響磷化效果。
有時(shí)方矩管坯會(huì)出現(xiàn)分層問題,從而導(dǎo)致探傷不合。要預(yù)防這一缺陷,我們可以優(yōu)化方矩管板坯的緩冷工藝,主要針對(duì)堆垛溫度和堆垛持續(xù)時(shí)間。軋制鋼板厚度不大于80mm鋼板熱矯直后,在冷床停留時(shí)間不得超過5min。厚度大于80mm鋼板可適當(dāng)延長至10min,確保鋼板成垛前溫度控制在500℃以上。鋼板厚度不大于50mm鋼板緩冷時(shí)間在12h;厚度大于50mm的鋼板緩冷時(shí)間24h,嚴(yán)禁提前拆垛精整。格全 可切割定制定做")
