



- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規(guī)格
齊全
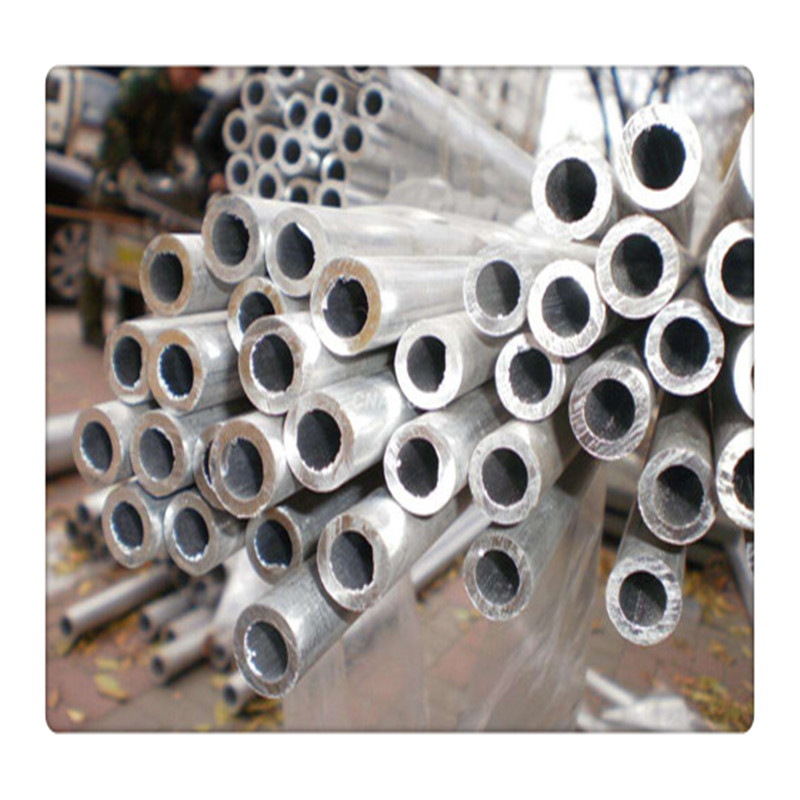
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是


磷脫氧銅管的工藝優(yōu)勢:熔煉與鑄造工藝優(yōu)勢:運用工頻有芯感應電爐熔煉。高溫下純銅吸氣性強,熔煉時應盡量減少氣體來源,并運用經煅燒過的木炭作熔劑,也可用磷做脫氧劑,澆鑄過程在氮氣維護或掩蓋煙灰下停止,鑄造溫度為1150-1180℃。成形性能優(yōu)勢:有優(yōu)秀的冷、熱加工性能,能夠停止精沖、拉伸、墩鉚、擠壓、深沖、彎曲和旋壓等。熱加工溫度為800-900℃。焊接性能優(yōu)勢:易于熔釬焊、氣體維護焊但不宜停止電阻對縫焊。可切削性(HPb63-3的切削性為100%)/%:20
磷脫氧銅管的工藝優(yōu)勢:熔煉與鑄造工藝優(yōu)勢:運用公頻有芯感應電爐熔煉,原料選用Wcu>99.97%及Wzn成形性能優(yōu)勢:有極好的冷、熱加工性能,能用各種傳統(tǒng)的加工工藝加工,如拉伸、壓延、擠壓、彎曲、沖壓、剪切、鐓煅、旋煅、滾花、纏繞、旋壓、螺紋軋制等。可鍛性幾好,為鍛造黃銅的65%,熱加工溫度為800-900℃。焊接性能優(yōu)勢:易于熔焊、釬焊、氣體維護焊但不宜停止金屬弧焊和大多數電阻焊,可切削性(HPb63-3的切削性為100%)/%:20

在正常的火焰切割過程中,切割氧流相對垂直的割炬來說稍微偏后一個角度,其對應的偏移叫后拖量。速度過低時,沒有后拖量,工件下面割口處的火花束向切 割方向偏移。如提高割炬的運行速度,火花束就會向相反的方向偏移,當火花束與切割氧流平行時,就認為該切割速度正常。速度過高時,火花束明顯會后偏。這些 都是工人師傅從長期的實踐中不斷總結出來的。在鋼板火焰切割過程中,割嘴到被切工作表面的高度是決定切口質量和切割速度的主要因素之一。不同厚度的鋼板,使用不同參數的割嘴,應調整相應的高度。為保證獲得高質量的切口,割嘴到被割工件表面的高度,在整個切割過程中必須保持基本一致。 
冷拔(軋)不銹鋼無縫管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。冷拔(軋)不銹鋼無縫管的軋制方法較熱軋(擠壓不銹鋼無縫管)復雜。它們的生產工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。無縫管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若無縫管內部有裂紋,氣泡等問題,將被探測出。無縫管質檢后還要通過嚴格的手工挑選。無縫管質檢后,用油漆噴上編號、規(guī)格、生產批號等。并由吊車吊入倉庫中。

不銹鋼焊管適用于各個行業(yè)的輸送工作,它自身的各個方面是相互牽扯的,就像今天要說的型號和板寬之間的關系,它們能有哪些影響呢?根據調查,國內螺旋鋼管機組一般是生產小規(guī)格219mm,大生產到3620mm,螺旋鋼管的規(guī)格型號與原材料的寬度有著必然的聯系,與螺旋鋼管的質量密不可分。一般小口徑鋼管(是指從219-529)適用于帶鋼寬度在300-550之間。寬度大了生產粘結度不夠,而且螺旋鋼管外觀不美觀,寬度窄了,螺旋鋼管成型難度大,生產出來后螺旋鋼管焊縫基本沒有角度,快成直角了,對于螺旋鋼管口徑在529-1000之間的,基本用685--1100板寬。對于螺旋鋼管口徑在1500以上,必須用卷板。卷板寬度是1500mm,大口徑鋼管生產比小口徑鋼管技術更為嚴格。要清楚的了解螺旋鋼管型號和板寬的關系,才能更好的進行處理。
