


- 材質(zhì)
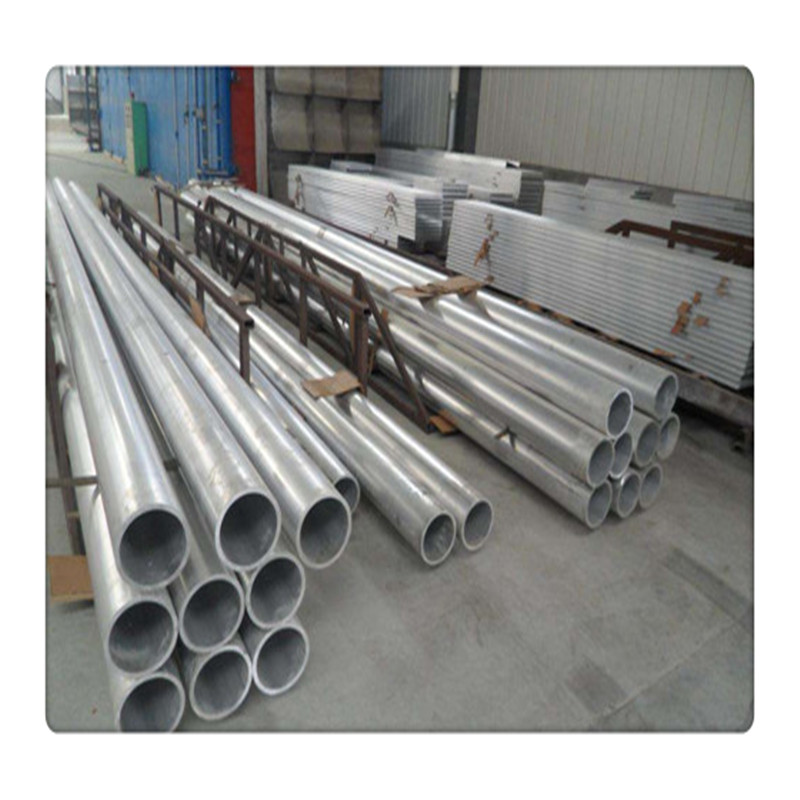
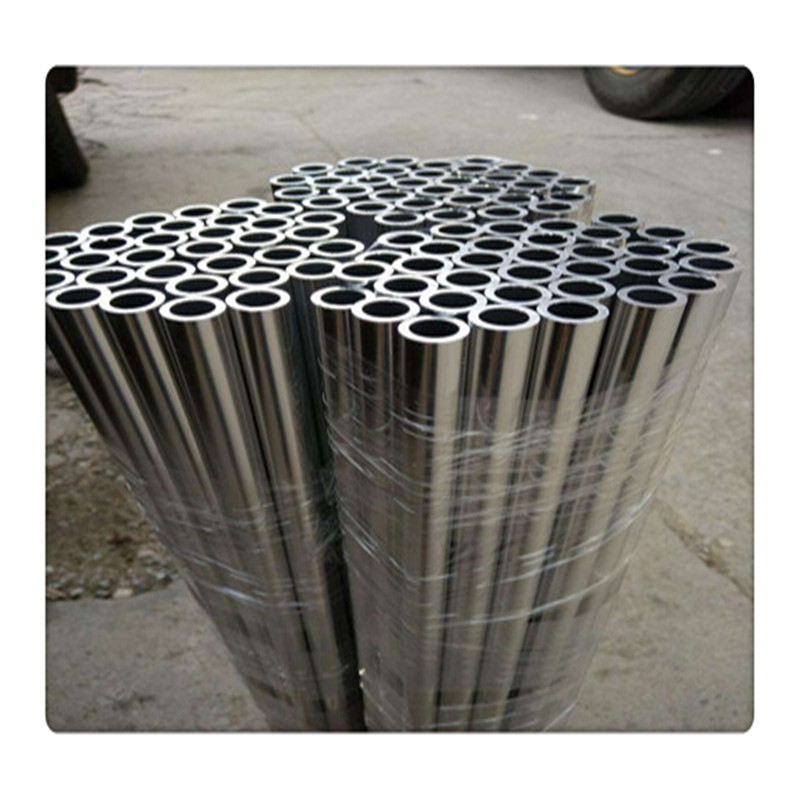
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無(wú)縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類(lèi)型
圓管,方管,無(wú)縫圓管,矩管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是
縫鋁管價(jià)格廠家在線報(bào)價(jià)")
縫鋁管價(jià)格廠家在線報(bào)價(jià)")
縫鋁管價(jià)格廠家在線報(bào)價(jià)")
對(duì)于氣體來(lái)說(shuō),氧氣是可燃?xì)怏w燃燒時(shí)所必須的,以便為達(dá)到鋼材的點(diǎn)燃溫度提供所需的能量;另外,氧氣是鋼材被預(yù)熱達(dá)到燃點(diǎn)后進(jìn)行燃燒所必須的。切割鋼材所用氧氣必須要有較高的純度,一般要求在99.5%以上,一些先進(jìn)的工業(yè)標(biāo)準(zhǔn)要求氧氣純度在99.7%以上。氧氣純度每降低0.5%,鋼板的切割速度就 要降低10%左右。如果氧氣純度降低0.8%-1%,不僅切割速度下降15%-20%,同時(shí),割縫也隨之變寬,切口下端掛渣多并且清理困難,切割斷面質(zhì)量 亦明顯劣變,氣體消耗量也隨著增加。顯然,這就降低了生產(chǎn)效率和切割質(zhì)量,生產(chǎn)成本也就明顯地增加了。
除了氧氣之外,還可采用液氧切割,雖然一次性投資大,但從長(zhǎng)遠(yuǎn)看,其綜合經(jīng)濟(jì)指標(biāo)比想象的要好得多。氣體壓力的穩(wěn)定性對(duì)工件的切割質(zhì)量也是至關(guān)重要 的。波動(dòng)的氧氣壓力將使切割斷面質(zhì)量明顯劣變。氣壓壓力是根據(jù)所使用的割嘴類(lèi)型、切割的鋼板厚度而調(diào)整的。切割時(shí)如果采用了超出規(guī)定數(shù)值的氧氣壓力,并不 能提高切割速度,反而使切割斷面質(zhì)量下降,掛渣難清,增加了切割后的加工時(shí)間和費(fèi)用。縫鋁管價(jià)格廠家在線報(bào)價(jià)")
縫鋁管價(jià)格廠家在線報(bào)價(jià)")
建筑給水薄壁紫銅管設(shè)備中的留心事項(xiàng):1、銅管的切開(kāi)、坡口加工只能用冷加工的方法進(jìn)行。2、管材表里表面應(yīng)亮光、清潔、不應(yīng)有針孔、裂紋、皺皮、分層、粗糙、拉道、夾層、氣泡等缺陷。3、銅管的不圓度,不應(yīng)逾越外徑的容許差錯(cuò)。銅管端部應(yīng)平整無(wú)毛刺。銅管表里表面不得有逾越外徑和壁厚容許差錯(cuò)的有些凹坑、劃傷、壓入物、碰傷等缺陷。4、由于銅管材料費(fèi)用較高,現(xiàn)場(chǎng)設(shè)備完后易發(fā)生丟掉現(xiàn)象。因此銅管設(shè)備應(yīng)會(huì)合工期,在短期工期內(nèi)設(shè)備完后進(jìn)行水壓試驗(yàn),保溫等蔭蔽工作。應(yīng)加強(qiáng)施工人員的實(shí)質(zhì),避免賊喊捉賊。5、由于銅管質(zhì)料較軟,材料堆積應(yīng)避免彎曲變形。管道設(shè)備前有彎曲現(xiàn)象的應(yīng)進(jìn)行調(diào)直,并按規(guī)范懇求增加支吊架。6、銅管的線膨脹系數(shù)為0.018㎜/m.k,當(dāng)溫度上升60℃,1m長(zhǎng)的管子會(huì)增加1㎜。一般情況下,每10m長(zhǎng)直線管段中要思考線脹疑問(wèn)。因此,熱水銅管道應(yīng)按計(jì)劃懇求和規(guī)范規(guī)矩增加賠償器和固定支架。水壓試驗(yàn)過(guò)程中應(yīng)對(duì)賠償器方位進(jìn)行加固。7、銅管道設(shè)備重點(diǎn)是管道焊接,一般現(xiàn)場(chǎng)焊接完后水壓試驗(yàn)焊口滲漏的或許性很小,但還應(yīng)加強(qiáng)焊工的操作水平,加強(qiáng)對(duì)焊口外觀質(zhì)量的控制。8、還有一點(diǎn)是施工人員在管道設(shè)備過(guò)程中一定要按計(jì)劃圖紙和改動(dòng)、恰談進(jìn)行施工,不得私自改動(dòng),避免亂用管件,構(gòu)成材料的浪費(fèi)。
縫鋁管價(jià)格廠家在線報(bào)價(jià)")
縫鋁管價(jià)格廠家在線報(bào)價(jià)")
