


- 材質(zhì)
201,304,304H,316,316L,321,321S等
- 產(chǎn)地
齊全
- 規(guī)格
齊全
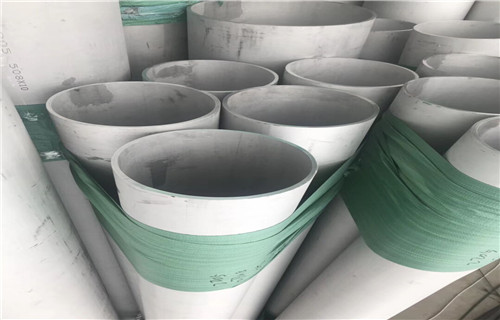
- 類(lèi)型
圓管,方管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是




結(jié)構(gòu)用不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管(GB/T8162-2008)是用于一般結(jié)構(gòu)和機(jī)械結(jié)構(gòu)的不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管;流體輸送用不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管(GB/T8163-2008)是用于輸送水、油、氣等流體的一般不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管;低中壓鍋爐用不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管(GB3087-2008)是用于制造各種結(jié)構(gòu)低中壓鍋爐過(guò)熱蒸汽管、沸水管及機(jī)車(chē)鍋爐用過(guò)熱蒸汽管、大煙管、小煙管和拱磚管用的優(yōu)質(zhì)碳素結(jié)構(gòu)鋼熱軋和冷拔(軋)不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管;高壓鍋爐用不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管(GB5310-2008)是用于制造高壓及其以上壓力的水管鍋爐受熱面用的優(yōu)質(zhì)碳素鋼、合金鋼和不銹耐熱鋼不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管;化肥設(shè)備用高壓不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管(GB6479-2000)是適用于工作溫度為-40~400℃、工作壓力為10~30Ma的化工設(shè)備和管道的優(yōu)質(zhì)碳素結(jié)構(gòu)鋼和合金鋼不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管;石油裂化用不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管(GB9948-2006)是適用于石油精煉廠的爐管、熱交換器和管道不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管;地質(zhì)鉆探用無(wú)縫管(YB235-70)是供地質(zhì)部門(mén)進(jìn)行巖心鉆探使用的無(wú)縫管,按用途可分為鉆桿、鉆鋌、巖心管、套管和沉淀管等;金剛石巖芯鉆探用不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管(GB3423-82)是用于金剛石巖芯鉆探的鉆桿、巖心桿、套管的不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管;石油鉆探管(YB528-65)是用于石油鉆探兩端內(nèi)加厚或外加厚的不銹鋼不銹鋼不銹鋼不銹鋼無(wú)縫管。

焊管的冷卻方法是生產(chǎn)過(guò)程中比較重要的環(huán)節(jié),操作是否正規(guī),直接影響到成品的質(zhì)量,一定不要忽視細(xì)小的操作步驟。鋼管廠每噸鋼材的燃料消耗取決于坯料的加熱時(shí)間、加熱制度、加爐的結(jié)構(gòu)和產(chǎn)量、坯料的鋼種、斷面的尺寸以及坯料人爐時(shí)的溫等因素。對(duì)型鋼車(chē)間常用的連續(xù)式加熱爐而言,爐子的產(chǎn)量愈相對(duì)的燃料消耗愈少;反之,燃料消耗愈多。因此,螺旋鋼管廠提高軋機(jī)作率、提高力熱爐生產(chǎn)率是減少單位燃料消耗的重要途徑。另外,坯料斷面越加熱時(shí)間越短,爐子的各種熱損失愈少,燃料消耗也就愈少。型鋼車(chē)間的電能消耗主要用于驅(qū)動(dòng)軋機(jī)的主電機(jī)和車(chē)間內(nèi)各韋替助設(shè)備的電機(jī)生產(chǎn)用電以及照明用電。顯而易見(jiàn),照明用電只胃電總量的很少部分。型鋼車(chē)間生產(chǎn)用水主要用于加熱爐冷卻、軋鋼機(jī)軋 冷卻、沖刷氧化鐵皮、熱剪或熱鋸的冷卻以及軋后控制冷卻。
常見(jiàn)的回火工藝有:低溫回火,中溫回火,高溫回火和多次回火等。回火的目的:主要是鋼件在淬火時(shí)所產(chǎn)生的應(yīng)力,使鋼件具有高的硬度和耐磨性外,并具有所需要的塑性和韌性等。:調(diào)質(zhì):指將鋼材或鋼件進(jìn)行淬火及高溫回火的復(fù)合熱處理工藝。
使用于調(diào)質(zhì)處理的鋼稱(chēng)調(diào)質(zhì)鋼。它一般是指中碳結(jié)構(gòu)鋼和中碳合金結(jié)構(gòu)鋼。:滲碳:滲碳是指使碳原子滲入到鋼表面層的。也是使低碳鋼的工件具有高碳鋼的表面層,再經(jīng)過(guò)淬火和低溫回火,使工件的表面層具有高硬度和耐磨性,而工件的中心部分仍然保持著低碳鋼的韌性和塑性。
退火將工件加熱到適當(dāng)溫度,根據(jù)材料和工件尺寸采用不同的保溫時(shí)間,然后進(jìn)行冷卻(冷卻速度慢),目的是使金屬內(nèi)部組織達(dá)到或接衡狀態(tài),良好的工藝性能和使用性能,或者為進(jìn)一步淬火作組織。正火將工件加熱到適宜的溫度后在空氣中冷卻,正火的效果同退火相似,只是的組織更細(xì),常用于材料的切削性能,也有時(shí)用于對(duì)一些要求不高的零件作為終熱處理。
淬火將工件加熱保溫后,在水、油或其它無(wú)機(jī)鹽、有機(jī)水溶液等淬冷介質(zhì)中快速冷卻。淬火后鋼件,但同時(shí)變脆。為了鋼件的脆性,將淬火后的鋼件在高于室溫而低于710℃的某一適當(dāng)溫度進(jìn)行長(zhǎng)時(shí)間的保溫,再進(jìn)行冷卻,這種工藝稱(chēng)為回火。

黃銅管扣件式鋼管作立柱支撐的設(shè)備:1、鋼管規(guī)范、間隔、扣件應(yīng)符合計(jì)劃懇求。每根立柱底部應(yīng)設(shè)置底座及墊板,墊板厚度不得小于50mm。2、鋼管支架立柱間隔、掃地桿、水平拉桿、剪刀撐的設(shè)置應(yīng)符合本規(guī)范第6.1.9條的規(guī)矩。當(dāng)立柱底部不在同一高度時(shí),高處的縱向掃地桿應(yīng)向低處延伸不少于兩跨,高低差不得大于1m,立柱距邊坡上方邊際不得小于0.5m。3、立柱接長(zhǎng)制止搭接,有必要選用對(duì)接扣件聯(lián)接,相鄰兩立柱的對(duì)接接頭不得在同步內(nèi),且對(duì)接接頭沿豎向錯(cuò)開(kāi)的間隔不宜小于500mm,各接頭基地距主節(jié)點(diǎn)不宜大于步距的1/3。4、制止將上段的鋼管立柱與下段鋼管立柱錯(cuò)開(kāi)固定于水平拉桿上。5、當(dāng)紫銅管支架立柱高度逾越5m時(shí),應(yīng)在立柱周圈外側(cè)和基地有結(jié)構(gòu)柱的部位,按水平間隔6~9m,豎向間隔2~3m與建筑結(jié)構(gòu)設(shè)置一個(gè)固結(jié)點(diǎn)。6、當(dāng)僅為單排立柱時(shí),應(yīng)按本規(guī)范第6.2.3條的規(guī)矩實(shí)行。

