








山東聊城格瑞球墨鑄造的廣泛應用
球墨鑄造的生產時獲得機械產品毛坯的主要方法之一,是機械制造工業的重要基礎,在國民經濟中占著相當重要的作用,在許多的機械中,鑄件重量占整機重量的比例很高。作為我國正在發展的如汽車行業,其心臟部分——發動機的主要零件都是鑄造而成。冶金、礦山、電站、等都是由優質的鑄件完成,尤為重要的是隨著國民經濟的基礎設施和人民生活的也需要大量的鑄件,建筑工程,輸水(汽)的工程則需要的是各種尺寸的高韌性鑄鐵管。
鑄件的質量直接影響它的性能效率和使用壽命,機械工業,建筑工業 和國民經濟各部門都迫切要求鑄造向優質、凈化、高性能、多品種、低消耗、低成本和低污染的方向發展。
我公司自成立以來已經走過了近20年的發展歷程,產品線發展成多元化生產線,能滿足各種需求,歡迎新老客戶及有識之士惠顧,期待與各位的合作,我們將竭誠為您服務貿易摩擦持續升
貿易摩擦持續升級 鋼鐵出口仍堅挺
在鋼鐵產能過剩已成為全球性問題的今天,許多 將本國鋼鐵業的不景氣歸咎于中國去年鋼鐵的出口,并使用各種手段對其進行“圍剿”。據了解,中國鋼鐵產業擦行業首位,今年更是集中爆發。
近日,歐盟作出終裁,決定對原產于中國的冷軋鋼板產品實施稅率為19.7%至22.1%的反傾銷措施,并同時采取追溯征稅措施。7月29日,歐盟對原產于中國的螺紋鋼產品作出反傾銷終裁,決定實施稅率為18.4%至22.5%的反傾銷措施。而5月份,在對中國熱軋卷板發起反傾銷調查之后,歐盟又發起了反補貼調查。
除歐盟之外,近期對中國鋼鐵產品頻頻揮起貿易保護大棒的還有土耳其、巴西和越南等。此前,土耳其經濟部發布反傾銷終裁公告,決定自即日起對自中國進口的無縫鋼管產品征收反傾銷稅,其中應訴企業稅率為100美元/噸,其他企業稅率為120美元/噸。在7月,越南曾經在一周內連續兩次作出對中國進口的鋼坯、盤條和彩涂鋼板采取保障措施的終裁。巴西也決定對原產自中國的高碳鋼絲產品、鋼絞線、熱軋鋼板啟動反傾銷調查。
據中國海關發布的數據顯示,7月中國鋼鐵出口同比增漲5.8%,至1030萬噸,而6月份為1090萬噸,今年1-7月出口增長8.5%,至6740萬噸,創下歷史新高。由于中國今年在全球產能嚴重過剩之際依然大量地出口,已然引起各國的不滿和警惕,貿易摩擦不斷。

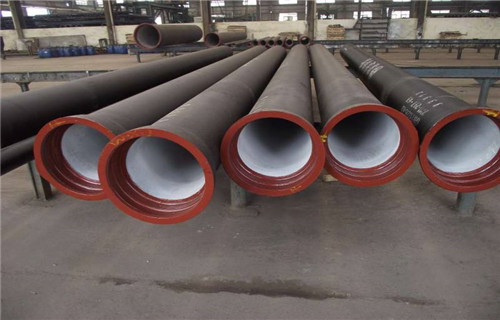
山東聊城格瑞承插直管、連續鑄鐵直管及砂型鐵管。按其所用的材質不同可分為:灰口鐵管、球墨鑄鐵管的公稱口徑為80~2200毫米,與灰口鑄鐵管相比,強度大、韌性好、管壁薄、金屬用量少、能承受較高的壓力,有效長度有5米,6米及8米;按壁厚不同分P、G兩級。是鑄鐵管材的發展方向。球墨鑄鐵管采用煉鐵高爐生產的低磷、低硫的優質鑄造鐵水,按當前國際上先進的離心鑄造、退火工藝,水冷金屬型離心鑄管機澆鑄而成,經過退火、承插口修整、水壓試驗、內壁襯層水泥、水泥襯層養生、水磨水泥內襯、外壁涂敷瀝青漆、瀝青漆烘烤、承口防銹處理、噴嘜頭及包裝等多道工序的精心處理,具有高強度、高延伸率、耐腐蝕的鋼筋鐵骨。
管與管之間的連接,采用承插式或法蘭盤式接口形式;按功能又可分為柔性接口和剛性接口兩種。柔性接口用橡膠圈密封,允許有一定限度的轉角和位移,因而具有良好的抗震性和密封性,比剛性接口安裝簡便快速,按鑄造方法不同,勞動強度小。
球墨管缺點一般不使用在高壓管網(6MPa以上)。由于管體相對笨重,安裝時必須動用機械。打壓測試后出現漏水,必須把所有管道全部挖出,把管道吊起至能放進卡箍的高度,安裝上卡箍阻止漏水。 1、HDPE雙壁波紋管管道敷設后,因意外因素造成管壁出現局部損壞,當損壞部位的面積或裂縫長度和寬度不超過規定時,可采取粘貼修補措施.2、HDPE雙壁波紋管管壁局部損壞的孔洞直徑或邊長不大于20mm時,可用聚氯乙烯塑料粘接溶劑在其外部粘貼直徑不小于l00mm與管材同樣材質的圓形板.3、管壁局部損壞孔洞為20~100mm時,可用聚氯乙烯塑料粘接溶劑在其外部粘貼不小于孔洞 尺寸加l00mm與管材同樣材質的圓形板.

山東聊城格瑞管業有限公司球墨鑄鐵管的安裝應配備合適的工具、器械和設備。 2應使用起重機或其它合適的工具和設備將管道放入溝渠中,不得損壞管材和保護性涂層。當起吊或放下管子的時候,應使用鋼絲繩或尼龍吊具。當使用鋼絲繩的時候,必須使用襯墊或橡膠套。 3安裝前應對球墨鑄鐵管及管件進行檢查,并應符合下列要求: 管道連接 1管道連接前,應將管道中的異物清理干凈。 2清除管道承口和插口端工作面的團塊狀物、鑄瘤和多余的涂料,并整修光滑,擦干凈。 3在承口密封面、插口端和密封圈上涂一層潤滑劑,將壓蘭套在管子的插口端,使其延長部分唇緣面向插口端方向,然后將密封圈套在管子的插口端,使膠圈的密封斜面也面向管子的插口方向。 4將球墨鑄鐵管道的插口端插入到承口內,并緊密、均勻的將密封膠圈按進填密槽內,橡膠圈安裝就位后不得扭曲。在連接過程中,承插接口環形間隙應均勻,其值及允許偏差應符合表6.2.4的規定。 鑄鐵管敷設 1管道安裝就位前,應采用測量工具檢查管段的坡度,并應符合設計要求。 2管道或管件安裝就位時,生產廠的標記宜朝上。 3已安裝的管道暫停施工時應臨時封口。 4管道 允許借轉角度及距離不應大于表6.3.4的規定。
一、基本規定 1、試壓區段長度,對有壓球墨鑄鐵管線,除有特殊規定外,試壓段長度不應大于1000m。 2、強度試驗壓力,承受內壓的埋地球墨鑄鐵管的試驗壓力。當設計壓力小于或等于0.5MPa時,應為設計使用工作壓力的2倍;當設計使用壓力大于0.5MPa時,應為設計使用壓力加0.5Mpa,試壓保壓時間半小時。 3、嚴密性試驗,在保壓時間段內,如壓力有所下降,可采用加壓泵加水的辦法,然后在試驗時間段未測量為保持在試驗壓力所注入的水量(精確到±50%),對有壓管線水損失量應不大于0.001升/小時●公里管線●每毫米公稱直徑●每0.1MPa試驗壓力,即相當于每公里DN100的管線在試驗壓力1Mpa一下,漏水不應大于每小時1升。試驗時間不得少于2小時。 二、試壓前規定: 1、試壓球墨鑄鐵管線均應在全部回填后再試壓; 2、若有特殊要求,個別可留出接口不回填,但管身中間要充分回填一定高度的土(小0.5米),防止管移動及漂浮。 3、管件固定臺(水泥)養護已達到設計強度方可; 4、注水浸泡達24小時以上(水泥襯吸水) 5、試驗管段的所有閥門打開,不允許用閘閥做堵板,應制作兩端堵頭及靠背千斤頂(按推力噸位配置); 6、管道升壓時,管道內的氣體應排盡,升壓過程中,當發現壓力表針擺動較大,不穩,應重新排氣后再按10%逐級升壓; 7、球墨鑄鐵管水壓試驗時,管道兩端嚴禁站人; 8、試壓情況作好記錄

山東聊城格瑞球墨鑄鐵管低壓鑄造獨特的優點表現在以下幾個方面:
1.液體金屬充型比較平穩;
2.鑄件成形性好,有利于形成輪廓清晰、表面光潔的鑄件,對于大型薄壁鑄件的成形更為有利;
3.鑄件組織致密,機械性能高;
4.提高了金屬液的工藝收得率,一般情況下不需要冒口,使金屬液的收得率大大提高,收得率一般可達90%。
此外,勞動條件好;設備簡單,易實現機械化和自動化,也是低壓鑄造的突出優點。
2低壓鑄造工藝設計
低壓鑄造所用的鑄型,有金屬型和非金屬型兩類。金屬型多用于大批、大量生產的有色金屬鑄件,非金屬鑄型多用于單件小批量生產,如砂型,石墨型,陶瓷型和熔模型殼等都可用于低壓鑄造,而生產中采用較多的還是砂型。但低壓鑄造用砂型的造型材料的透氣性和強度應比重力澆注時高,型腔中的氣體,全靠排氣道和砂粒孔隙排出。
為充分利用低壓鑄造時液體金屬在壓力作用下自下而上地補縮鑄件,在進行工藝設計時,應考慮使
鑄件遠離澆口的部位先凝固,讓澆口 凝固,使鑄件在凝固過程中通過澆口得到補縮,實現順序凝固。常采用下述措施:
1.澆口設在鑄件的厚壁部位,而使薄壁部位遠離澆口;
2.用加工裕量調整鑄件壁厚,以調節鑄件的方向性凝固;
3.改變鑄件的冷卻條件。
對于壁厚差大的鑄件,用上述一般措施又難于得到顧序凝固的條件時,可采用一些特殊的辦法,如在鑄造材料質量的檢測
鑄造原材料質量檢測(爐前分析儀)可多種:爐前熱分析法檢測“熱分析法”不僅能快速予報球化率,而且能同時檢測C、Si含量及鑄鐵的孕育效果、基體組織及力學性能等。爐前分析儀鑄造分析儀能自動控制重要的冶金參數,彌補“光譜”難以測準非金屬元素(C、Si)之不足,以及常規分析儀器不能滿足爐前快速分析的時間要求,滿足鑄造生產的質量控制要求。爐前分析儀采用抗電磁干擾、防塵、超薄便攜設計,操作方便,非專業人員經簡單培訓即可操作,可與其它電子設備連接。設有多條檢測線,針對不同牌號的鐵水以及各工廠鐵水的實際情況選擇恰當的檢測線,使檢測更科學準確。
然而,由于目前國內熱電偶材料精度等多因素的影響,熱分析法在測試精確度方面還不很令人滿意。

