



- 材質(zhì)
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
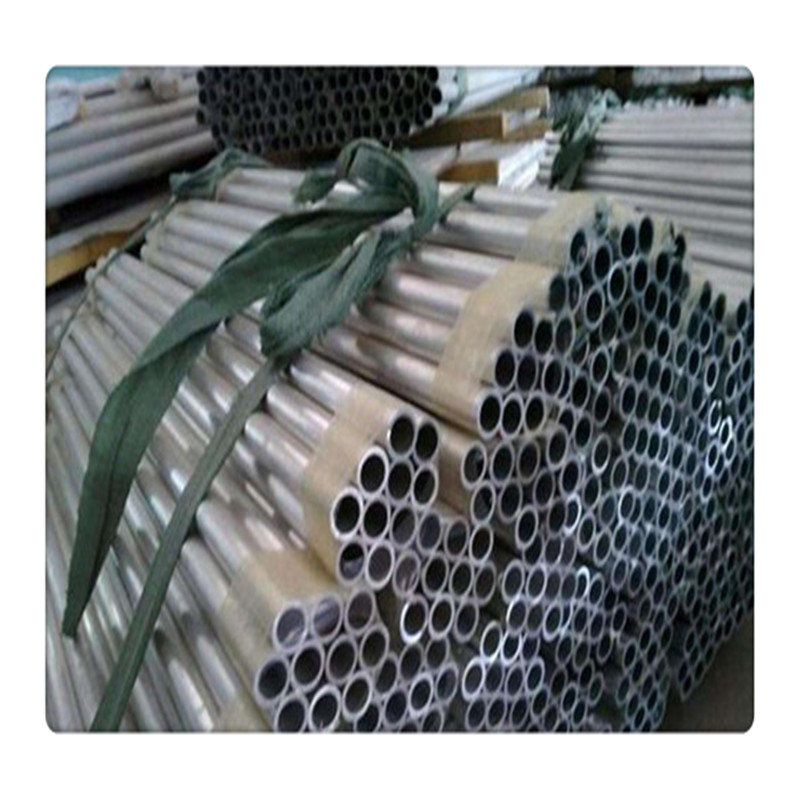
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是
格")
格")
格")
格")
格")
通常所生產(chǎn)的鋁板材料所染比較淡的顏色其色彩為0.1-0.39g/L,染淡色彩為1g/L,染深色彩為3-5g/L,染稠密的色彩為10-15g/L,如果要求的染色濃度比較高就會造成顏色不均或者會出現(xiàn)浮色的現(xiàn)象,在清潔與關(guān)閉的匯總?cè)菀桩a(chǎn)生流色。
對于含有硅或銅比較重的板材,在染色的中只能夠染成深色與黑色,比較的顏色。染色液濃度鋁板的濃度與染色之間存在一定的聯(lián)系,如果鋁板染成淡色,其中濃度可以一點(diǎn),染成深色濃度可以高一點(diǎn)。為了加強(qiáng)其染色的吸附性能,這樣可以使用低濃度顏色進(jìn)行延伸染色,這樣可以使染料能夠比較均勻的滲透到氧化膜中,這樣可以使染色更加與牢固。
鋁型材規(guī)格齊全,應(yīng)用領(lǐng)域廣泛,可完全大批量采購需求。較具規(guī)模的型材生產(chǎn)加工基地。從模具設(shè)計(jì)到路合金熔鑄、、表面處理、CNC深加工等全套設(shè)備。鋁合 6066060、6006066082023005057007050等,涉及建筑、交通、機(jī)械、化工、電子電氣船舶、、等各個(gè)領(lǐng)域。
特種規(guī)格特殊長度特定需求,個(gè)性化開模定制。多年鋁合金生產(chǎn)及精加工,工程師團(tuán)隊(duì)生產(chǎn)豐富。大截面q700,長30米,長氧化14米。噴涂、電泳、氧化、拉絲、拋光、特氟龍等表面處理設(shè)備齊全。
格")
不銹鋼方管的成型方法:實(shí)彎,顧名思義是壓實(shí)了彎折,實(shí)彎時(shí)內(nèi)外輥與管坯內(nèi)外壁雙向壓實(shí)。實(shí)彎的優(yōu)點(diǎn)是反彈小,成型準(zhǔn)確,而且只要輥型準(zhǔn)確,內(nèi)角成型的R比較準(zhǔn)確。實(shí)彎的缺點(diǎn)是有拉伸/減薄效應(yīng)。,實(shí)彎會使彎折處產(chǎn)生拉伸,拉伸效應(yīng)使彎折線縱向的長度縮短; 第二,實(shí)彎彎折處金屬會因拉伸而變薄。
不銹鋼方管的成型方法:空彎,空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產(chǎn)生壓縮,壓縮效應(yīng)使彎折線縱向伸長,彎折處金屬出現(xiàn)堆積變厚,這就是空彎的壓縮/增厚效應(yīng)。空彎的優(yōu)點(diǎn)是可以在無法進(jìn)行實(shí)彎時(shí)進(jìn)行邊長的彎折,比如方矩管的上邊/側(cè)邊同步彎折和精整。空彎還可以彎折R<0.2t的內(nèi)角而不致管壁發(fā)生斷裂。空彎的缺點(diǎn)是在上邊/側(cè)邊同步空彎時(shí),由于上輥和下輥同時(shí)產(chǎn)生壓力,成型力容易超越臨界點(diǎn),造成邊部失穩(wěn)內(nèi)凹,并且也會影響到機(jī)組穩(wěn)定運(yùn)行和成型質(zhì)量。這也是方矩管和圓管空彎成型時(shí)不同的特點(diǎn)。格")
焊管的冷卻方法是生產(chǎn)過程中比較重要的環(huán)節(jié),操作是否正規(guī),直接影響到成品的質(zhì)量,一定不要忽視細(xì)小的操作步驟。鋼管廠每噸鋼材的燃料消耗取決于坯料的加熱時(shí)間、加熱制度、加爐的結(jié)構(gòu)和產(chǎn)量、坯料的鋼種、斷面的尺寸以及坯料人爐時(shí)的溫等因素。對型鋼車間常用的連續(xù)式加熱爐而言,爐子的產(chǎn)量愈相對的燃料消耗愈少;反之,燃料消耗愈多。因此,螺旋鋼管廠提高軋機(jī)作率、提高力熱爐生產(chǎn)率是減少單位燃料消耗的重要途徑。另外,坯料斷面越加熱時(shí)間越短,爐子的各種熱損失愈少,燃料消耗也就愈少。型鋼車間的電能消耗主要用于驅(qū)動軋機(jī)的主電機(jī)和車間內(nèi)各韋替助設(shè)備的電機(jī)生產(chǎn)用電以及照明用電。顯而易見,照明用電只胃電總量的很少部分。型鋼車間生產(chǎn)用水主要用于加熱爐冷卻、軋鋼機(jī)軋 冷卻、沖刷氧化鐵皮、熱剪或熱鋸的冷卻以及軋后控制冷卻。格")
直縫不銹鋼焊管和螺旋不銹鋼焊管都是焊接鋼管的一種,它們在國民生產(chǎn)建設(shè)中應(yīng)用廣泛,直縫不銹鋼焊管和螺旋不銹鋼焊管因生產(chǎn)工藝不同因此具有許多不同之處,下面具體討論下直縫不銹鋼焊管和螺旋不銹鋼焊管的區(qū)別。直縫不銹鋼焊管生產(chǎn)工藝相對簡單,主要生產(chǎn)工藝有高頻焊直縫不銹鋼焊管和埋弧焊直縫不銹鋼焊管,直縫管生產(chǎn)效率高,成本低,發(fā)展較快。螺旋不銹鋼焊管的強(qiáng)度一般比直縫不銹鋼焊管高,主要生產(chǎn)工藝是埋弧焊,螺旋不銹鋼焊管能用同樣寬度的坯料生產(chǎn)管徑不同的不銹鋼焊管,還可以用較窄的坯料生產(chǎn)管徑較大的不銹鋼焊管。螺旋不銹鋼焊管與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產(chǎn)速度較低。因此,較小口徑的不銹鋼焊管大都采用直縫焊,大口徑不銹鋼焊管則大多采用螺旋焊。在業(yè)內(nèi)生產(chǎn)較大口徑直縫不銹鋼焊管時(shí)會使用丁字焊技術(shù),即將一段段短的直縫不銹鋼焊管再進(jìn)行對接,接成符合工程需要的長度,丁字焊直縫不銹鋼焊管缺陷的機(jī)率也大大提高,而且丁字焊縫處的焊接殘余應(yīng)力較大,焊縫金屬往往處于三向應(yīng)力狀態(tài),增加了產(chǎn)生裂紋的可能性。
格")
